Исследование зависимости шероховатости, морфологии поверхности и количества дефектов структуры от мощности лазера, скорости сканирования и типа штриховки в жаропрочном сплаве, синтезированном методом СЛС
Представлены исследования по разработке методик для количественной оценки морфологии поверхности и дефектов структуры в жаропрочном сплаве, синтезированном методом селективного лазерного сплавления (СЛС). Приведены результаты исследований по предлагаемым методикам количественного металлографического анализа образцов из сплавов ЖС6К-ВИ и ЭП648-ВИ, полученных при различных технологических параметрах СЛС.
Введение
На современном этапе развития промышленности вопросы разработки методов проектирования, изготовления и эксплуатации различных объектов создаваемой техники являются такими же актуальными, как и много лет назад. Селективное лазерное сплавление (СЛС) в настоящее время является одним из наиболее перспективных направлений получения деталей различной формы.
Работа выполнена в рамках реализации стратегического направления 10: «Энергоэффективные, ресурсосберегающие и аддитивные технологии получения деталей, полуфабрикатов и конструкций» комплексного научного направления 10.3. «Технологии атомизации для получения мелкодисперсных высококачественных порошков сплавов на различной основе для аддитивных технологий и порошков припоев для пайки» («Стратегические направления развития материалов и технологий их переработки на период до 2030 года») [1–3].
Развитие аддитивных технологий позволило изготавливать изделия из металла посредством расплавления порошка и получения сплошной твердофазной структуры. Применение исходных порошковых материалов в дисперсном виде и высоких скоростей кристаллизации при сплавлении слоев детали позволяет получать исключительно однородную мелкозернистую структуру, получение которой при традиционных технологиях литья невозможно [4, 5]. Это дает возможность уйти от структурных дефектов, связанных с литьем, для сплавов, традиционно считающихся проблемными для получения литых деталей, таких как высокохромистые никелевые сплавы и интерметаллидные никелевые сплавы для поликристаллического литья [6, 7]. Аддитивные технологии делают возможным изготовление деталей сложной геометрической формы, получение которых традиционными методами невозможно. Помимо этого, аддитивные технологии позволяют сократить время получения готового продукта. Производство может быть начато сразу же, как только изделие будет спроектировано. Таким образом, время с момента проектирования изделия до получения готовой детали может быть сокращено с нескольких недель до нескольких дней. Использование аддитивных технологий также позволяет снизить коэффициент использования материала и тем самым снизить стоимость производства. Известен целый ряд работ [8–12], посвященных исследованию материалов и изделий, полученных с использованием СЛС, однако в настоящее время много вопросов остаются не исследованными. Структура и свойства деталей, полученных данным способом, зависят от большого количества параметров: мощности лазера, скорости и направления сканирования, состава и размера порошка и т. п. [13, 14]. В связи с этим исследование и количественное описание влияния каждого из перечисленных параметров на структуру является необходимым для подбора технологических параметров процесса СЛС.
Материалы и методы
В качестве объектов исследования использовали образцы из жаропрочных сплавов ЖС6К-ВИ и ЭП648-ВИ размером 10×10×10 мм, полученные методом СЛС. Селективное лазерное сплавление порошка проводили в установке Concept Laser M2 Cusing (Германия). Исследовали три типа штриховки (шахматная (1), диагональная островковая (2) и диагональная сплошная (3) – рис. 1), полученные при различных параметрах мощности и скорости сканирования. Образцы из сплава ЭП648-ВИ изготовили без поддерживающих структур, например в виде сот (далее – без поддержки), и с использованием поддержки. Маркировка исследованных образцов следующая:
Мощность лазера, Вт | 160 | 170 | 180 | 190 | 200 |
Маркировка образца | 160 (1, 2, 3) | 170 (1, 2, 3) | 180 (1, 2, 3) | 190 (1, 2, 3) | 200 (1, 2, 3) |
* 1, 2, 3 – тип штриховки.
Общий вид верхней и боковой поверхностей образцов снимали с помощью стереомикроскопа марки Leica MZ12,5 при увеличениях ×8, ×10, ×20.
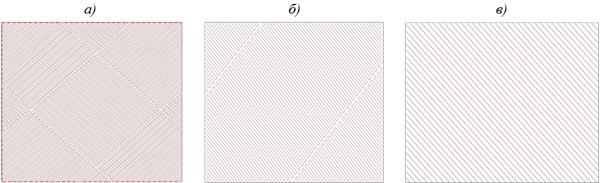
Рис. 1. Типы штриховок: шахматная (а), диагональная островковая (б) и диагональная сплошная (в)
Построение 3D-моделей поверхности образцов и количественную оценку рельефа поверхности после СЛС проводили на конфокальном лазерном сканирующем (КЛС) микроскопе марки Olympus LEXT OLS3100. При помощи КЛС можно построить 3D-модель рельефа поверхности исследуемого материала без повреждения материала (бесконтактный метод). Большим преимуществом такого метода является программный пакет, который позволяет детально исследовать полученную 3D-модель поверхности путем вращения изображения вокруг любой оси с изменением масштаба [15].
Качественные и количественные исследования параметров пористости и объемной доли микротрещин в образцах после СЛС проводили на металлографическом комплексе фирмы Leica с программным обеспечением Image Expert Pro 3x.
Методика количественного анализа поверхности
Морфология поверхности
(глубина, ширина штрихов и расстояние между ними)
Количественный анализ морфологии поверхности для каждого типа штриховки проводили, анализируя по четыре поля зрения для каждого образца. Образец располагали на предметном столике таким образом, чтобы стыки и направления штриховки были параллельны осям X или Y. Места для съемки в пределах «островка» сплавления выбирали таким образом, чтобы в поле зрения было как можно меньше дефектов: разрывов штрихов, нерасплавленных гранул. «Строчки» должны быть ровные, равной толщины.
Выбрав условия наблюдения (интервал сканирования по оси Z, освещенность, контрастность), съемку проводили в режиме КЛС с переменным фокусом, в результате – в памяти компьютера сохраняется так называемая 3D-маска или слепок поверхности образца, который можно исследовать в 2D- и 3D-режимах и измерять параметры рельефа. Пример получаемых 3D-изображений поверхности образца показан на рис. 2.
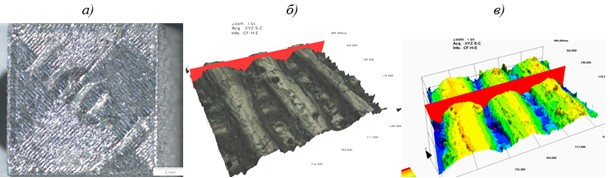
Рис. 2. Изображение поверхности образца, полученное на стереомикроскопе (а), и
3D-изображения поверхности в натуральных цветах (б) и топографическом режиме (в), полученные на конфокальном лазерном сканирующем микроскопе
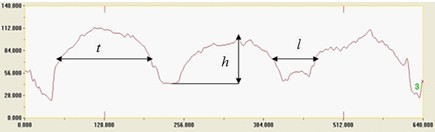
Рис. 3. Схематическое изображение рельефа поверхности с указанием измеряемых параметров шероховатости
По профилю полученной поверхности определяли параметры поверхности (рис. 3) – глубину (h) и ширину штриха (t), расстояние между штрихами (l). Для количественной оценки каждого из этих параметров обсчитывали по три профиля в поле зрения – в верхней, центральной и нижней части поля зрения. Для оценки ширины штрихов и расстояния между ними проводили усредненную линию профиля (секущую). За ширину штрихов принимали расстояние между точками пересечения секущей и выпуклой части профиля поверхности. Расстояние между штрихами считали как расстояние между точками пересечения секущей и вогнутой части профиля поверхности.
Методика измерения шероховатости
Шероховатость боковой поверхности образца, усредненную по 20 секущим (по 10 секущим параллельно оси X и по 10 секущим параллельно оси Y), измеряли в соответствии с ГОСТ 2789–73 и ISO 4287:1997/ISO 1302:2002.
При выборе поля зрения для измерения шероховатости (при увеличениях ×(50–100)) просматривали поверхность образца и выбирали поле зрения с типичной для образца шероховатостью, но без дефектов поверхности (по ГОСТ 2789–73), как правило, в центральной части боковой поверхности образца.
Методика измерения пористости и объемной доли микротрещин
Количественный анализ пористости и объемной доли микротрещин проводили на микрошлифах, вырезанных по диагонали.
Для анализа пористости полностью просмотрели и сфотографировали поверхности нетравленых шлифов всех образцов. Увеличение при фотографировании подбирали таким образом, чтобы поры были хорошо различимы в поле зрения, и их можно было надежно отличить от других структурных составляющих. Количественный анализ пор на поверхности шлифов проводили, анализируя 10 полей зрения с максимальной объемной долей пор.
Подсчет объемной доли микротрещин проводили на нетравленых шлифах, анализируя 15 полей зрения с максимальной объемной долей микротрещин для каждого образца.
Результаты
В результате проведенных исследований морфологии поверхности образцов из жаропрочных сплавов ЖС6К-ВИ и ЭП648-ВИ, полученных методом СЛС, установлено следующее.
Шероховатость боковой поверхности практически не зависит от типа штриховки, мощности лазера, скорости сканирования.
Глубина стыков увеличивается в образцах из сплава ЖС6К-ВИ (рис. 4, а) и из сплава ЭП648-ВИ с поддержкой (рис. 4, б) для шахматной и диагональной островковой штриховок с увеличением мощности лазера со 160 до 200 Вт. Глубина стыков для образцов из сплава ЭП648-ВИ без поддержки (рис. 4, в):
– для шахматной штриховки увеличивается при увеличении мощности лазера со 160 до 180 Вт, при дальнейшем увеличении мощности лазера до 200 Вт глубина стыков почти не изменяется;
– для диагональной островковой штриховки возрастает при увеличении мощности лазера.
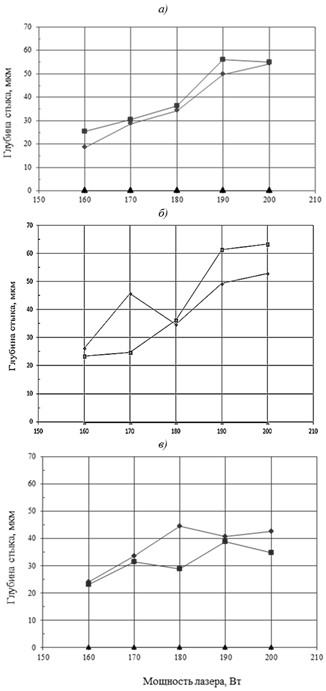
Рис. 4. Зависимость глубины стыка от мощности лазера для образцов из сплавов ЖС6К-ВИ (а) и ЭП648-ВИ с поддержкой (б) и без нее (в) при шахматной (♦), диагональной островковой (■) и диагональной сплошной штриховках ( )
)
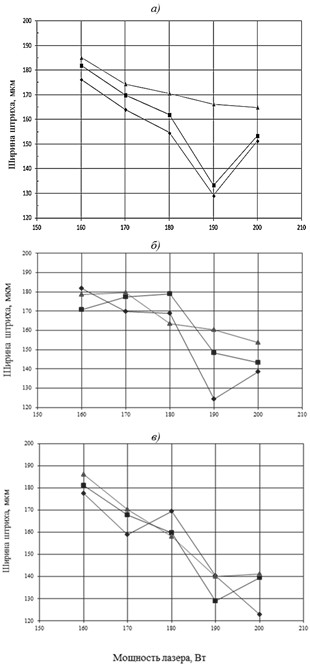
Рис. 5. Зависимость ширины штриха от мощности лазера для образцов из сплавов ЖС6К-ВИ (а) и ЭП648-ВИ с поддержкой (б) и без нее (в) при шахматной (♦), диагональной островковой (■) и диагональной сплошной штриховках ()
Ширина штрихов уменьшается для всех трех типов штриховки для образцов из сплавов ЖС6К-ВИ (рис. 5, а) и ЭП648-ВИ без поддержки (рис. 5, в) с увеличением мощности со 160 до 190 Вт. При дальнейшем повышении мощности до 200 Вт ширина штрихов:
– возрастает для шахматной и диагональной островковой штриховок для сплава ЖС6К-ВИ и для диагональной островковой для сплава ЭП648-ВИ без поддержки;
– продолжает уменьшаться для шахматной штриховки для сплава ЭП648-ВИ без поддержки;
– не изменяется при диагональной сплошной штриховки для обоих сплавов.
На поверхности образцов из сплава ЭП648-ВИ с поддержкой с шахматной и диагональной сплошной штриховками ширина штрихов уменьшается при увеличении мощности лазера со 160 до 190 Вт. При дальнейшем повышении мощности лазера ширина штрихов увеличивается для шахматной и продолжает убывать для диагональной сплошной штриховок. Для диагональной островковой штриховки (рис. 5, б) ширина штрихов возрастает при увеличении мощности лазера со 160 до 180 Вт, а затем уменьшается при увеличении мощности со 180 до 200 Вт.
Глубина штрихов на поверхности образцов из сплава ЖС6К-ВИ (рис. 6, а) для всех трех типов штриховки с увеличением мощности лазера со 160 до 190 Вт увеличивается. При повышении мощности лазера до 200 Вт глубина штрихов не изменяется.
На поверхности образцов из сплава ЭП648-ВИ с поддержкой (рис. 6, б) глубина штрихов для всех трех типов штриховки с увеличением мощности лазера со 160 до 200 Вт увеличивается.
На поверхности образцов из сплава ЭП648-ВИ без поддержки (рис. 6, в) для шахматной и диагональной островковой штриховок зависимость глубины штриха от мощности лазера аналогична зависимости для сплава ЖС6К-ВИ. Для островковой сплошной штриховки глубина штриха увеличивается при увеличении мощности лазера со 160 до 180 Вт, а при увеличении мощности до 200 Вт уменьшается.
Расстояние между штрихами на поверхности сплава ЖС6К-ВИ (рис. 7, а) для всех видов штриховок при увеличении мощности лазера со 160 до 190 Вт увеличивается, а при дальнейшем повышении мощности лазера со 190 до 200 Вт уменьшается. Для образцов из сплава ЭП648-ВИ (рис. 7, б и в) при увеличении мощности лазера со 160 до 180 Вт расстояние между штрихами почти не изменяется. При дальнейшем увеличении мощности лазера до 200 Вт расстояние между штрихами увеличивается.
Скорость сканирования влияет на морфологию поверхности аналогично мощности лазера. Из полученных результатов видно, что для образцов из сплавов ЖС6К-ВИ и ЭП648-ВИ зависимость ширины и глубины штрихов, расстояния между штрихами, глубины стыков, определенными в плоскости штриховки, от мощности лазера и скорости сканирования имеет в основном одинаковый характер для каждого параметра в интервале мощности лазера со 160 до 190 Вт. Видно также, что параметры поверхности (глубина стыков и штрихов, расстояние между штрихами) имеют наименьшие значения при мощности лазера 160 Вт для всех исследованных образцов.
В результате исследования внутренних дефектов структуры установлено следующее.
Для образцов из сплава ЖС6К-ВИ (рис. 8, а) для всех трех видов штриховки с увеличением мощности лазера со 160 до 190 Вт объемная доляи средний диаметр пор увеличиваются, при дальнейшем повышении мощности лазера до 200 Вт – уменьшаются. Максимальная объемная доля пор для образцов из сплава ЖС6К-ВИ для всех трех типов штриховки обнаружена при мощности лазера 190 Вт. Минимальная объемная доля пор для этого сплава обнаружена при мощности 160 Вт.
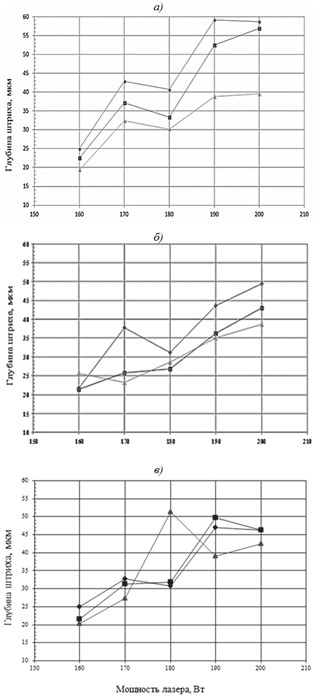
Рис. 6. Зависимость глубины штриха от мощности лазера для образцов из сплавов ЖС6К-ВИ (а) и ЭП648-ВИ с поддержкой (б) и без нее (в) при шахматной (♦), диагональной островковой (■) и диагональной сплошной штриховках ()
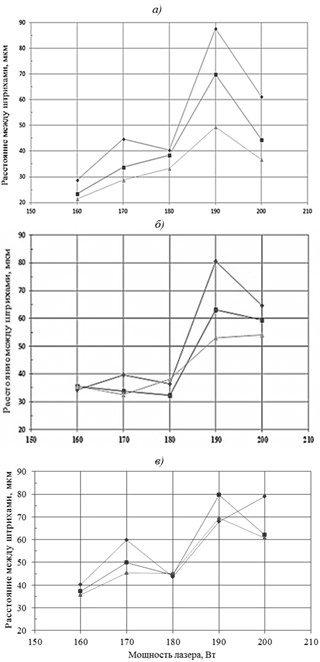
Рис. 7. Зависимость расстояния между штрихами от мощности лазера для образцов из сплавов ЖС6К-ВИ (а) и ЭП648-ВИ с поддержкой (б) и без нее (в) при шахматной (♦), диагональной островковой (■) и диагональной сплошной штриховках ()
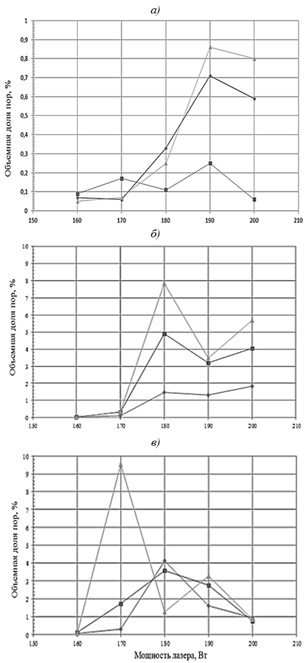
Рис. 8. Зависимость объемной доли пор от мощности лазера для образцов из сплавов
ЖС6К-ВИ (а) и ЭП648-ВИ с поддержкой (б) и без нее (в) при шахматной (♦), диагональной островковой (■) и диагональной сплошной штриховках ()
Для образцов из сплава ЭП648-ВИ с поддержкой (рис. 8, б) для всех трех видов штриховки с увеличением мощности лазера со 160 до 180 Вт объемная доля пори их средний диаметр увеличиваются. При дальнейшем повышении мощности лазера до 200 Вт объемная доля пор снижается. Максимальная объемная доля пор для образцов из сплава ЭП648-ВИ с поддержкой для всех трех типов штриховки обнаружена при мощности лазера 180 Вт. Минимальная объемная доля пор для этого сплава обнаружена при мощности 160 Вт.
Для образцов из сплава ЭП648-ВИ без поддержки (рис. 8, в) для шахматной и диагональной островковой штриховок с увеличением мощности лазера со 160 до 180 Вт объемная доля пор и их средний диаметр увеличиваются, при дальнейшем повышении мощности лазера до 200 Вт – уменьшаются. Для диагональной сплошной штриховки с увеличением мощности лазера со 160 до 170 Вт объемная доля пор и средний диаметр увеличиваются, при дальнейшем повышении мощности лазера до 200 Вт – уменьшаются. Максимальная объемная доля пор для образцов из сплава ЭП648-ВИ без поддержки для шахматной и диагональной островковой штриховок обнаружена при мощности лазера 180 Вт, для диагональной сплошной – при 170 Вт. Минимальная объемная доля пор для этого сплава для всех типов штриховки обнаружена при мощности 160 Вт.
На рис. 9 приведена микроструктура образцов из сплавов ЖС6К-ВИ и ЭП-648-ВИ с минимальной и максимальной объемной долей пор.
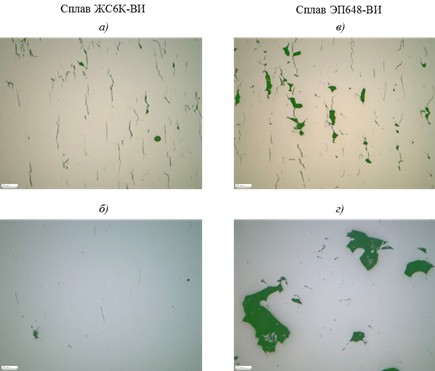
Рис. 9. Микроструктура (×100) в образцах из сплавов ЖС6К-ВИ и ЭП648-ВИ с минимальной (а, б) и максимальной (в, г) объемной долей пор
Объемная доля трещин для сплавов ЖС6К-ВИ и ЭП648-ВИ с поддержкой для всех видов штриховки не зависит от мощности лазера. В образцах из сплава ЭП648-ВИ без поддержки трещины не обнаружены, но в них обнаружены несплавления (рис. 10). В образцах из сплава ЭП648-ВИ с поддержкой также обнаружены несплавления при мощности лазера 180,190 и 200 Вт.
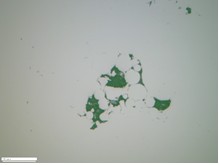
Рис. 10. Зона несплавления (×200) в образце из сплава ЭП648-ВИ без поддержки
Скорость сканирования влияет на дефекты структуры аналогично мощности лазера.
Обсуждение и заключения
С помощью предложенных методик проведена количественная оценка морфологии поверхности и дефектов структуры. Видно, что для образцов из сплавов ЖС6К-ВИ и ЭП648-ВИ зависимость ширины и глубины штрихов, расстояния между штрихами, глубины стыков, определенными в плоскости штриховки, от мощности лазера и скорости сканирования имеет в основном одинаковый характер для каждого параметра в интервале мощности лазера от 160 до 190 Вт.
Шероховатость боковой поверхности практически не зависит от типа штриховки, мощности лазера, скорости сканирования. Видно, что параметры поверхности (глубина стыков и штрихов, расстояние между штрихами) имеют наименьшие значения при мощности лазера 160 Вт для всех исследованных образцов.
Максимальная объемная доля пор для образцов из сплава ЖС6К-ВИ для всех трех типов штриховки обнаружена при мощности лазера 190 Вт, для сплава ЭП648-ВИ – при мощности 180 Вт. Минимальная объемная доля пор для всех исследованных сплавов обнаружена при мощности 160 Вт.
Установленные закономерности изменения количественных параметров структуры материала, полученного методом СЛС, будут использованы для установления закономерностей формирования структуры при селективном лазерном сплавлении металлических порошков и изучения механизмов образования дефектов (пор, трещин).
Работа выполнена при поддержке РФФИ. Офи_м. Конкурс ориентированных фундаментальных исследований по актуальным междисциплинарным темам 2014 года. Проект №14-29-10220.
- Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегических направлений развития материалов и технологий их переработки на период до 2030 года» // Авиационные материалы и технологии. 2015. №1 (34). С. 3–33.
- Каблов Е.Н. Современные материалы – основа инновационной модернизации России // Металлы Евразии. 2012. №3. С. 10–15.
- Каблов Е.Н. Авиационное материаловедение: итоги и перспективы // Вестник Российской академии наук. 2002. Т. 72. №1. С. 3–12.
- Базылева О.А., Аргинбаева Э.Г., Туренко Е.Ю. Жаропрочные литейные интерметаллидные сплавы // Авиационные материалы и технологии. 2012. №S. С. 57–60.
- Аргинбаева Э.Г., Базылева О.А. Исследование структуры и физико-механических свойств интерметаллидных никелевых сплавов // Авиационные материалы и технологии. 2013. №4. С. 14–19.
- Каблов Е.Н., Петрушин Н.В., Светлов И.Л., Демонис И.М. Никелевые литейные жаропрочные сплавы нового поколения // Авиационные материалы и технологии. 2012. №S. С. 36–52.
- Каблов Е.Н. Контроль качества материалов – гарантия безопасности эксплуатации авиационной техники // Авиационные материалы и технологии. 2001. №1. С. 3–8.
- Евгенов А.Г., Рогалев А.М., Неруш С.В., Мазалов И.С. Исследование свойств сплава ЭП648, полученного методом селективного лазерного сплавления металлических порошков // Труды ВИАМ: электрон. науч.-технич. журн. 2015. №2. Ст. 02. URL: http://www.viam-works.ru (дата обращения: 27.11.2015). DOI: 10.18577/2307-6046-2015-0-2-2-2.
- Неруш С.В., Евгенов А.Г. Исследование мелкодисперсного металлического порошка жаропрочного сплава марки ЭП648-ВИ применительно к лазерной LMD-наплавке, а также оценка качества наплавки порошкового материала на никелевой основе на рабочие лопатки ТВД // Труды ВИАМ: электрон. науч.-технич. журн. 2014. №3. Ст. 01. URL: http://www.viam-works.ru (дата обращения: 27.11.2015). DOI: 10.18577/2307-6046-2015-0-2-2-2.
- Лукина Е.А. Особенности формирования структуры жаропрочного никелевого сплава ЖС6-К-ВИ при селективном лазерном сплавлении // Цветные металлы. 2016. №3 (879). С. 57–63. DOI: 10.17580/tsm.2016.03.09.
- Смуров И.Ю., Мовчан И.А., Ядройцев И.А., Окунькова А.А., Цветкова Е.В., Черкасова Н.Ю. Аддитивное производство с помощью лазера // Вестник МГТУ «Станкин». 2011. Т. 2. №4. С. 144–146.
- Carter L.N., Martin C., Withers Ph.J., Attallah M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy // Journal of Alloys and Compounds. 2014. V. 615. Р. 338–347.
- Григорьянц А.Г., Новиченко Д.Ю., Смуров И.Ю. Лазерная аддитивная технология изготовления покрытий и деталей из композиционного материала // Известия высших учебных заведений. 2011. №7. С. 38–46.
- Смуров И.Ю., Мовчан И.А., Ядройцев И.А., Окунькова А.А., Черкасова Н.Ю., Антоненкова Г.В. Аддитивное производство с помощью лазера. Проведение экспериментальных работ // Вестник МГТУ «Станкин». 2012. №1. С. 36–38.
- Исходжанова И.В. Применение конфокальной лазерной сканирующей микроскопии для решения материаловедческих задач // Прочность неоднородных структур: сб. матер. VII Евразийской науч.-практич. конф. М.: МИСиС, 2014. С. 138.