От монокристаллических неохлаждаемых лопаток к лопаткам турбин с проникающим (транспирационным) охлаждением, изготовленным по аддитивным технологиям (обзор по технологии литья монокристаллических лопаток ГТД)
Приведены этапы становления и развития процесса монокристаллического литья лопаток из жаропрочных, интерметаллидных сплавов, сплавов с композиционной структурой типа ВКЛС, создания опытно-промышленного и промышленного оборудования для осуществления процесса направленной кристаллизации, а также развития систем охлаждения лопаток путем создания сложных внутренних полостей. Рассмотрены проблемы, связанные с получением лопаток с проникающей системой охлаждения. Обсуждается прогноз получения лопаток с проникающей системой охлаждения без применения керамических форм и стержней, т. е. по аддитивной технологии.
Введение
Многочисленные исследования и статистические данные по поломке авиатехники в связи с отказом двигателя показали, что основной причиной разрушения лопаток ГТД (наиболее нагруженных деталей двигателя) является их разрыв по границам зерен, ориентированным перпендикулярно основным растягивающим напряжениям от центробежных сил. Это послужило толчком для развития технологии направленной кристаллизации, обеспечивающей получение лопаток со столбчатой структурой, границы зерен в которой ориентированы параллельно главной оси лопатки (рис. 1).
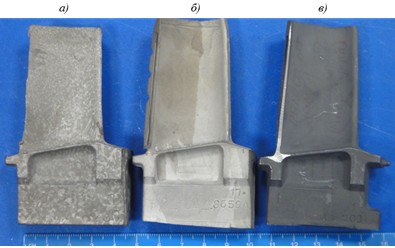
Рис. 1. Лопатки с равноосной (а), направленной (б) и монокристаллической (в) структурой
Лопатки со столбчатой структурой имеют более высокий ресурс работы на двигателе в отличие от лопаток с равноосной структурой. Дальнейшие исследования показали, что границы зерен, расположенные параллельно оси лопатки, имеют неблагоприятно ориентированные относительно действующих напряжений участки. Таким образом, появилась идея создать лопатки, в структуре которых межзеренные границы отсутствуют, т. е. сделать их монокристаллическими. Исследовательские центры всего мира были мобилизованы на решение этой задачи. Перед ВИАМ также была поставлена задача разработать технологию монокристаллического литья, создать оборудование для ее осуществления, усовершенствовать сплавы, предназначенные для направленной кристаллизации, и внедрить в промышленность.
В 1968 г. молодыми специалистами (В.В. Герасимов, В.Н. Толораия, А.В. Яковлева, А.В. Рогов, Е.Р. Черкасова, Л.Б. Василенок) под руководством профессора, д.т.н. Дмитрия Андреевича Петрова были начаты экспериментальные работы по получению монокристаллов жаропрочных сплавов. Эксперименты проводили на модернизированной установке «Редмет-4». Для расширения экспериментальных возможностей Конструкторский отделВИАМ спроектировал специализированные установки (проекты 1591, 1604, 1790), которые были изготовлены и сданы в эксплуатацию. По предложению Д.А. Петрова вокруг оснований моделей образцов и неохлаждаемых лопаток были изготовлены так называемые «стартовые козырьки» [1] переменного сечения, которые позволили получить первые монокристаллические отливки (рис. 2). Нетехнологичность «стартовых козырьков» приводила к малому выходу годных по монокристаллической структуре отливок.
В дальнейшем были предложены стартовые основания в виде конусов – для круглых образцов или конических законцовок пера для лопаток (рис. 3). Это резко повысило выход годных по монокристаллической структуре отливок. Для управления кристаллографической ориентацией (КГО) получаемых отливок (очень важная характеристика для монокристаллов) в вершину стартовых оснований предложено устанавливать затравки с заранее заданной КГО. Опробованы два варианта затравок: из того же сплава, что и материал лопаток, и из тугоплавкого сплава типа Ni–W (рис. 3, д). В дальнейшем более широкое промышленное внедрение получили затравки из сплава системы Ni–W. Это открыло путь к промышленному производству монокристаллических лопаток, основным преимуществом которых являлось отсутствие границ зерен, по которым в основном происходило разрушение деталей при эксплуатации. Одновременно с разработкой процесса направленной кристаллизации решался вопрос о повышении его производительности, чтобы приблизиться к производительности равноосного литья, но с более высоким качеством получаемых деталей. Повысить производительность можно было только путем увеличения скорости охлаждения отливки при направленной кристаллизации. Этого удалось добиться благодаря применению жидкометаллических охлаждающих сред, конвективное охлаждение в которых дает существенно больший эффект, чем охлаждение формы с отливкой путем излучения в вакууме. Влияние повышения скорости охлаждения на структурные изменения в отливках, а также схемы направленной кристаллизации приведены на рис. 4.
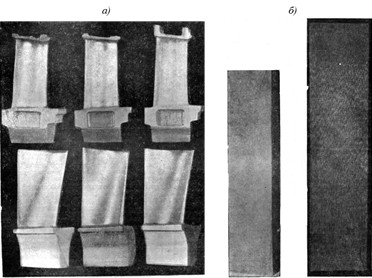
Рис. 2. Внешний вид первых монокристаллических лопаток (а) и прямоугольных образцов (б), выращенных с помощью стартовых козырьков
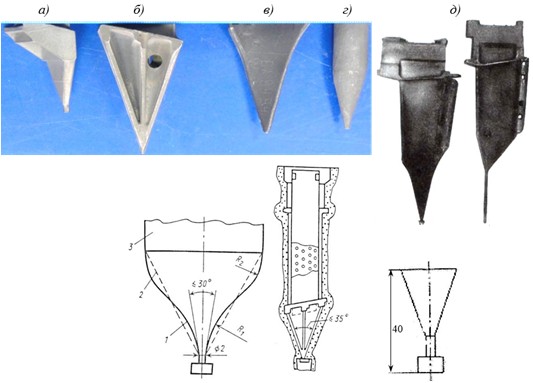
Рис. 3. Стартовые устройства (схема и общий вид) для получения монокристаллических образцов и лопаток:
а, б – для лопаток с бандажной полкой; в – для лопаток без бандажной полки; г – для цилиндрических образцов; д – два варианта затравок; 1, 2 – оптимальный и допустимый вариант профиля стартового устройства соответственно; 3 – профиль пера лопатки; R1 и R2 – радиусы, образующие профиль
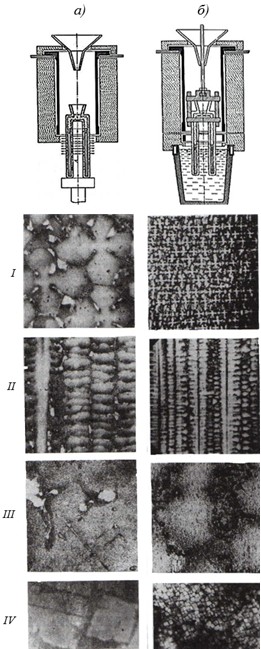
Рис. 4. Схемы установок для направленной кристаллизации с применением водоохлаждаемого медного (а) и жидкометаллического кристаллизаторов (б) и микроструктура образцов:
I – в поперечном направлении (×100); II – в продольном направлении (×100); III – междендритные области (×500); IV – морфология упрочняющей γʹ-фазы (×10000); микроструктуры образцов, полученных по технологии направленной кристаллизации с применением водоохлаждаемого (а) и жидкометаллического кристаллизаторов (б)
Повышение степени дисперсности структурных составляющих положительно сказывается на всех эксплуатационных свойствах деталей из жаропрочных сплавов, поэтому разработанный и опробованный в ВИАМ процесс направленной кристаллизации с применением жидкометаллических охлаждающих сред положен в основу технического задания на разработку промышленного оборудования.
В ВИАМ разработаны техническое задание и конструкторские чертежи (ведущий конструктор А.С. Шалимов) на промышленную установку УВНК-8, серийное производство которой поручено РПО «Электромеханика». При обсуждении проекта установки УВНК-8 с заводскими работниками было предложено снабдить установку дополнительной шлюзовой камерой для повышения ее производительности. Шлюзовая камера была спроектирована на РПО «Электромеханика», а установка стала называться УВНК-8П. В это время в ВИАМ по заданию ММПО им. В.В. Чернышева для двигателя РД-33 на установке В-1790 отлито три тысячи лопаток, из которых изготовлено три комплекта деталей для государственных испытаний. Успешное испытание лопаток в составе изделия инициировало серийное изготовление установок УВНК-8П и оснащение ими моторостроительных заводов отрасли. В зависимости от требуемой производительности создавались участки, оборудованные установками УВНК-8П: от 2 (на опытных заводах) до 12 (на серийных предприятиях). Одновременно в ВИАМ проводились работы по созданию сплавов для направленной кристаллизации. Разработаны и впоследствии внедрены в промышленность сплавы ЖС26, ЖС26У, ЖС32, ЖС36 (безуглеродистый) и ЖС40, длительная прочность которых существенно превышает аналогичные показатели сплава ЖС6У, применявшегося ранее. Первый участок в России из восьми установок создан на ММПО им. В.В. Чернышева, основным направлением работ на котором было повышение выхода годного при литье лопаток и коэффициента загрузки оборудования. За первые три года работы участка выход годного увеличен с 30 до 60% (табл. 1).
Таблица 1
Выход годного за первые три года серийного производства лопаток первой ступени
для изделия «88» на ММПО им. В.В. Чернышева на установках УВНК-8П
Месяц Год | Январь | Февраль | Март | Апрель | Май | Июнь | Июль |
1985 | 8790 | 7549 | 8900 | 10262 | 11472 | 8758 | 10068 |
8139 | 7109 | 8415 | 9041 | 9299 | 9029 | 8324 | |
3109/38,2 | 2929/41,2 | 3652/43,4 | 4403/48,7 | 5477/58,9 | 4912/54,4 | 4262/51,2 | |
1986 | 9278 | 13047 | 11148 | 11782 | 13416 | 11969 | 14062 |
10032 | 9755 | 9467 | 10991 | 11826 | 11313 | 12002 | |
5748/57,3 | 5668/58,1 | 5264/55,6 | 4649/42,3 | 6067/51,3 | 5600/49,5 | 4213/35,1 | |
1987 | 10274 | 11246 | 15068 | 11704 | 8794 | 11244 | 11060 |
10825 | 10979 | 12400 | 12047 | 8179 | 9759 | 11035 | |
6927/54,8 | 5795/59,0 | 5063/50,2 | 6171/63,3 | 6082/67,0 | 5888/65,2 | 6756/58,8 |
Продолжение
Месяц Год | Август | Сентябрь | Октябрь | Ноябрь | Декабрь | Всего за год | Примечание |
1985 | 10661 | 9042 | 11804 | 7665 | 13592 | 118563 | Залито, шт. |
11376 | 8165 | 9615 | 10986 | 10353 | 109851 | Предъявлено, шт. | |
6462/56,8 | 4540/55,6 | 5798/60,3 | 6119/55,7 | 5228/50,5 | 56891/51,2 | Сдано, шт./% | |
1986 | 12624 | 13682 | 13561 | 12458 | 15941 | 152968 | Залито, шт. |
10794 | 12228 | 12704 | 10800 | 14427 | 136339 | Предъявлено, шт. | |
4771/44,2 | 6346/51,9 | 7229/56,9 | 6599/61,1 | 8757/60,7 | 70911/52 | Сдано, шт./% | |
1987 | 9190 | 9526 | 12137 | 8591 | 7668 | 126502 | Залито, шт. |
9182 | 8061 | 10763 | 9521 | 7725 | 120476 | Предъявлено, шт. | |
4150/52 | 6141/66,3 | 6035/61,3 | 6302/62,6 | 6451/67,4 | 71761/60,7 | Сдано, шт./% |
Таким образом, комплексный подход (разработка технологии, создание специальных сплавов и промышленного оборудования для направленной кристаллизации) к решению проблемы получения монокристаллических лопаток в короткие сроки дал положительные результаты и помог решить важнейшую государственную задачу по повышению ресурса двигателей РД-33 и АЛ-31,применяемых всовременных истребителях.
В дальнейшем комплексный подход к решению сложных проблем, объединяющий усилия технологов, разработчиков сплавов, оборудования и конструкторов, неоднократно давал положительные результаты. Так, с привлечением сотрудников ВИАМ, ЦИАМ им. П.И. Баранова, ОКБ ПАО «НПО «Сатурн» была решена проблема получения эвтектических сплавов.
Формирование композиционной структуры в эвтектических сплавах
ВКЛС-10, ВКЛС-20, ВКЛС-20Р при получении лопаток ГТД
Эвтектические сплавы системы γ/γʹ–МеС, к которым относятся сплавы ВКЛС-10, ВКЛС-20 и ВКЛС-20Р, получаемые методом направленной кристаллизации, считались перспективными материалами для лопаток ГТД. Высокий уровень жаропрочности [2] и сопротивления усталости эвтектических сплавов с композиционной структурой обеспечивается путем одновременного действия двух основных механизмов упрочнения: дисперсионного (как в обычных жаропрочных сплавах типа ЖС) и композиционного (благодаря армированию матрицы сплава нитевидными кристаллами NbC, выращиваемыми в процессе направленной кристаллизации).
Эвтектическое превращение характеризуется одновременным диффузионным разделением жидкости на две кристаллизующиеся фазы при постоянной температуре.
Известно, что необходимым условием формирования композиционной структуры эвтектик является создание и поддержание в процессе всего цикла кристаллизации микроскопически плоской поверхности раздела между жидкой и твердой фазами. По аналогии с критерием концентрационного переохлаждения (G/R≥ΔT/D) для однофазных сплавов [3], если используя диаграмму состояния заменить DТ эквивалентными величинами, то получают уравнения сохранения устойчивости плоского фронта при кристаллизации двухкомпонентных доэвтектических и заэвтектических сплавов:
где m – наклон линии ликвидус; k – коэффициент распределения легирующего элемента в твердой и жидкой фазах; G – температурный градиент в жидкости на фронте кристаллизации; R – скорость кристаллизации;C – состав сплава; Ce – состав эвтектики; D – коэффициент диффузии элементов в жидкости.
Для каждого сплава существует определенное критическое значение соотношения G/R, выше которого плоский фронт кристаллизации является стабильным, а ниже его – становится ячеистым или дендритным, получение композиционной структуры при котором становится невозможно [3].
Химические составы разработанных в ВИАМ высокожаропрочных эвтектических сплавов ВКЛС-10, ВКЛС-20 и ВКЛС-20Р (а. с. 1111500, 1358425) и некоторых зарубежных аналогов представлены в табл. 2 [4–9].
Таблица 2
Химический состав эвтектических сплавов
Сплав | Содержание элементов, % (по массе) | Длительная прочность | Источник | ||||||||
Ni | Co | Al | Nb | Cr | Mo | W | C | Re | |||
ВКЛС-10 | Основа | 10 | 5,6 | 3,8 | 7 | 1 | 11 | 0,45 | 1* |
| А. с. 1111500 |
ВКЛС-20 | Основа | 9 | 6,2 | 4,3 | 4,3 | 1,8 | 12,5 | 0,43 | 0,8* |
| А. с. 1358425 |
ВКЛС-20Р | Основа | 10 | 6,2 | 3,8 | 4 | – | 12 | 0,43 | 4 |
| [6] |
CoTaC-74 | Основа | 20 | 4 | 4,9 | 10 | – | 10 | 0,55 | – |
| [7] |
CoTaC-741 | Основа | 10 | 5 | 4,7 | 10 | – | 10 | 0,5 | – |
| [8] |
CoTaC-744 | Основа | 10 | 6 | 3,8 | 10 | 2 | 10 | 0,46 | – |
| [31] |
CoTaC-784 | Основа | 10 | 6,5 | 4 | 4 | 4 | 4 | 0,4 | 4 (4)* |
| [29] |
 =150 МПа
=150 МПа =140 МПа
=140 МПа =130 МПа
=130 МПа* Содержание V.
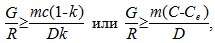
При направленной кристаллизации с плоским фронтом роста в сплавах типа ВКЛС формируется структура естественного композита (рис. 5), состоящая из γ/γ`-матрицы, армированной каркасом из высокопрочных волокон карбида ниобия. Содержание волокон NbC составляет 4–6% (объемн.), поперечное сечение волокна – в среднем 2×2 мкм. Между кристаллической решеткой γ/γ`-матрицы и волокнами существует определенное кристаллографическое соответствие. Устойчивое формирование регулярной композиционной структуры сплава, отливаемого в алундовых тиглях с внутренним диаметром 16–18 мм и толщиной стенок 2 мм, происходило при скорости погружения тигля 6–7 мм/ч и температурном градиенте 100–150°С/см. Такой градиент достигался при температуре верхней поверхности теплового экрана >1345°С, что соответствовало температуре в средней части цилиндрического нагревателя (1750°С) и стенок тигля (1680°С).
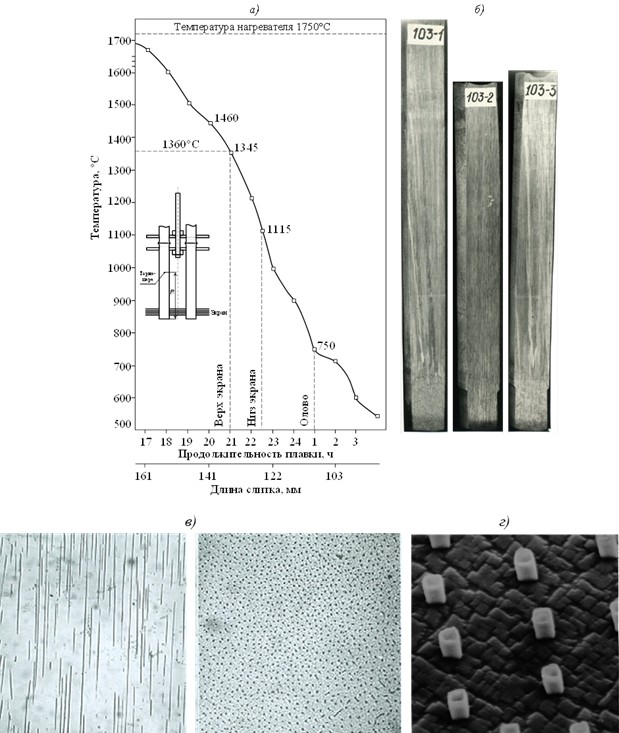
Рис. 5. Распределение температур (а) в однозонной печи сопротивления при получении эвтектических сплавов в алундовых тиглях, макро- (б) и микроструктуры (в) слитков (б, в – продольное и поперечное сечение соответственно, ×100; г – поперечное сечение, ×10000)
В связи с технологическими трудностями получения лопаток из композиционных сплавов (высокие градиенты температур на фронте роста, низкие скорости роста, высокие температуры нагревателей и формы) рассмотрены и практически реализованы несколько путей производства деталей:
– получение слитков большого диаметра, из которых методами последующей механической обработки предполагалось изготавливать неохлаждаемые лопатки малоразмерных двигателей;
– изготовление методами направленной кристаллизации раздельных заготовок лопаток (отдельно спинки, отдельно корыто), соединение которых осуществляется пайкой по входной и выходной кромкам;
– изготовление цельнолитых охлаждаемых лопаток со сложной внутренней полостью.
При использовании двухзонного нагревателя, жидкометаллического охлаждения и экранов, на установке В-1790 отработана технология получения различных по конструкции лопаток из сплавов ВКЛС-10, ВКЛС-20 и ВКЛС-20Р. Во всех лопатках имелись три структурные зоны (как и на образцах): стартовая зона протяженностью 20–40 мм с крупными равноосными карбидами; композиционная зона с регулярными волокнами карбидов ниобия; зона с дендритной морфологией карбидов в верхней части отливок. Размер стартовой зоны выбирали так, чтобы в рабочую часть лопатки прорастала только композиционная структура. Установлено, что композиционная структура легче прорастает из замкового (толстого) сечения в тонкое, чем из тонкого пера в замок (на модельных лопатках). Таким образом, с помощью конструкторско-технологических приемов удалось снизить рабочую температуру нагревателей с 1750 до 1550°С. Такая температура на нагревателе не влияет на устойчивость керамических форм и стержней. Кроме того, резко увеличилась работоспособность нагревателей. Стабильная работа нагревателей наряду с эффективным экранированием позволили получить образцы и лопатки с необходимой (годной) композиционной структурой.
На основании анализа критерия устойчивости плоского фронта роста при кристаллизации эвтектик и большого количества проведенных экспериментов установлено, что жаропрочные сплавы типа ВКЛС имеют композиционную структуру в отливках толщиной до 10–15 мм при минимальном значении G/R=100–120°С·ч/см2.
Показано, что стартовая зона, в микроструктуре которой наблюдается большое количество неориентированных карбидов, содержит ³1% (по массе) С; композиционная зона на большой длине содержит 0,4–0,5% (по массе) С; дендритная зона в головной части отливки содержит £0,3% (по массе) С при исходной концентрации углерода в сплаве 0,38–0,55% (по массе).
Изучены механизмы образования поверхностных карбидов, ростовых дефектов различной морфологии при получении деталей из эвтектических сплавов типа ВКЛС.
При исследовании влияния термообработки на характеристики паяных соединений сплава ВКЛС-10 обнаружено явление эвтектоидного превращения карбидов с ориентированным выстраиванием их в поперечном к паяному шву направлении, что положительно сказывается на свойствах паяных соединений.
Разработана технология получения образцов с композиционной структурой и проведена паспортизация сплавов ВКЛС-10, ВКЛС-20 и ВКЛС-20Р [10].
Впервые по разработанной технологии получены лопатки с композиционной структурой в пере и замке следующих наименований:
– опытные лопатки Д-30 с простой геометрической формой внутренней полости;
– лопатки ТС-2-09 со сложной внутренней полостью, оформляемой стержнем;
– составные лопатки для изделия «79» с внутренним оребрением, оформленным керамикой формы;
– составные лопатки для изделия «20»;
– цельнолитые лопатки ВТ-60-02-047 с простой геометрической формой внутренней полости;
– цельнолитые охлаждаемые лопатки для изделия «99» и изделия «20» со сложной геометрической формой полости.
Впервые в заводских условиях на установке УВНК-8П с модернизированным приводом вертикального перемещения форм получены лопатки из сплава ВКЛС-20 с композиционной структурой пера и дендритно-композиционной структурой замка. Подтверждена пригодность установки УВНК-8П для получения лопаток ГТД из эвтектических сплавов типа ВКЛС.
Аналогичным образом решалась и проблема интерметаллидных сплавов.
Исследования в области взаимодействия металлов между собой и с другими элементами Периодической системы Д.И. Менделеева привели к открытию большого числа химических соединений, обладающих уникальными свойствами [11].
Металлиды (интерметаллиды) – химические соединения двух или нескольких металлов, образующиеся при взаимодействии компонентов в процессе нагрева, в результате обменных реакций, при распаде пересыщенных растворов одного металла в другом и т. д.
В кристаллической решетке металлидов атомы каждого из металлов занимают строго определенное положение, создавая как бы несколько вставленных одна в другую подрешеток. Интерметаллиды, как правило, существуют в определенной области концентраций компонентов (так называемой области гомогенности). Состав интерметаллидов обычно не отвечает формальной валентности компонентов. Диаграмма «состав–свойство» в области гомогенности может иметь сингулярную точку, соответствующую постоянному отношению атомов компонентов (дальтониды) или не иметь ее (бертоллиды) [12, 13].
К наиболее важным химическим свойствам металлидов относятся стойкость к окислению и коррозионная стойкость в агрессивных средах. Стойкость к окислению объясняется высокой прочностью химической связи, малой диффузионной подвижностью атомов в их решетке, а также тем, что на их поверхности образуются стойкие оксидные пленки.
В ВИАМ разработана серия сплавов типа ВКНА на основе интерметаллида Ni3Al: ВКНА-4, ВКНА-4У, ВКНА-1В, ВКНА-25, ВИН2, ВИН3, ВИН4 [13–17]. Все они паспортизованы и прошли промышленное опробование. Температурный уровень их работоспособности представлен графически на рис. 6, а [18].
Применение Ta, Re, Ru – элементов, которые ранее не применялись в системе легирования сплавов типа ЖС, привело к существенному повышению свойств сплавов и отодвинуло эвтектические сплавы типа ВКЛС на задний план. К этому времени в ВИАМ был разработан компьютерный метод конструирования жаропрочных сплавов, который заменил традиционный трудоемкий способ легирования методом «проб и ошибок» [19]. С использованием метода компьютерного конструирования создано новое поколение жаропрочных никелевых сплавов (ЖНС), механические свойства которых представлены в табл. 3.
Тем не менее применение сплавов на никелевой основе не обеспечивает существенного повышения рабочих температур, необходимого для создания современных двигателей следующего поколения. В связи с этим проводятся исследовательские работы по поиску иной основы жаропрочных сплавов. В ВИАМ в этом направлении активно проводятся работы по созданию сплавов на основе системы Nb–Si (рис. 6, б) [18].
Помимо повышения жаропрочности сплавов, позволяющего увеличить температуру газов перед турбиной, гораздо больший эффект в настоящее время обеспечивают системы внутреннего охлаждения материала лопаток.
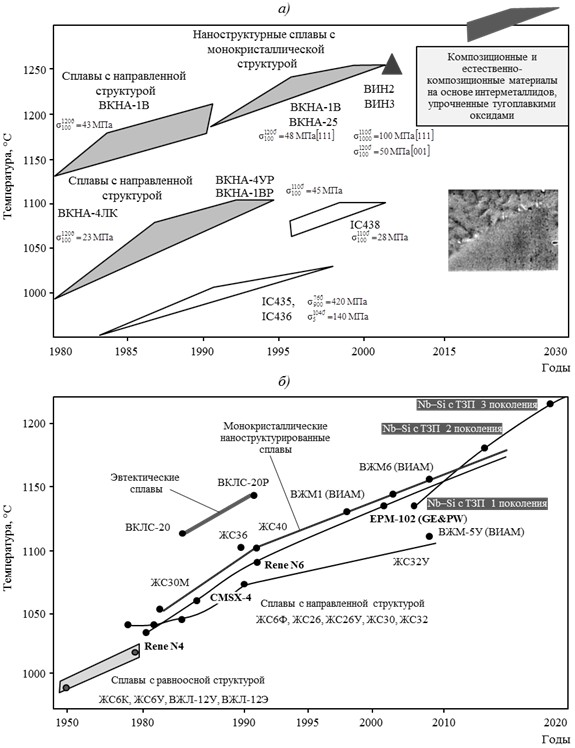
Рис. 6. Температурный уровень работоспособности литейных интерметаллидных сплавов (а) и жаропрочных сплавов (б)
Стремление к созданию высокотемпературных двигателей диктуется природой тепловых машин. При рассмотрении цикла Карно, лежащего в основе создания тепловых машин, в частности ГТД, видно, что коэффициент полезного действия (КПД) машины определяется только интервалом температур, в котором совершается работа:

где η – КПД тепловой машины; Т1 – температура горячего источника, от которого рабочее тело (газ для ГТД) получает тепло для совершения работы; Т2 – температура охлаждающей среды (для ГТД: Т2=Татмосферы=300 К).
Следовательно η→1 при Т1→∞, т. е. высокотемпературные циклы обладают значительно более высоким КПД.
Цикл Карно является основным термодинамическим циклом. Он устанавливает предел превращения теплоты в работу при заданном температурном перепаде. Реальный КПД двигателя естественно будет меньше КПД цикла Карно при равных температурных перепадах.
Повышение КПД – это еще и рост экономических показателей двигателей, которые оцениваются удельным расходом топлива. Первые ГТД имели удельный расход топлива при работе на земле 1,3–1,5 кг топлива на 1 кг тяги в час, современные ТРД 0,7–0,9 кг топлива на 1 кг тяги в час, а ТРДД 0,5–0,7 кг топлива на 1 кг тяги в час.
Между конструкторами всего мира развернулась жесткая конкуренция по освоению предельно высоких температур газа перед турбиной, по снижению весовых характеристик машин, повышению их ресурса и надежности, технологичности конструкций и снижению при этом стоимости.
Таблица 3
Механические свойства литейных жаропрочных сплавов
Сплав | d, кг/м3 | σв | σ0,2 | δ, % | МнЦУ: |
МПа | |||||
ЖС6УМ | 8400 | 1010 | 875 | 7 | 280 |
ВЖЛ20 | 8040 | 1115 | 825 | 13 | 270 |
ЖС26УМ | 8630 | 969 | 895 | 24 | 280 |
ЖС32У | 8869 | 1175 | 930 | 15 | 340 |
ЖС36 | 8724 | 1085 | 945 | 19 | 350 |
ЖС40 | 88440 | 1175 | 1000 | 9 | 380 |
ВЖМ1 | 9089 | 1190 | 945 | 21 | 370 |
ВЖМ4 | 8871 | 1220 | 865 | 20 | 360 |
ВЖМ5 | 8790 | 1090 | 1050 | 14 | 410 |
ВЖМ6 | 8950 | 1200 | 880 | 16 | 400 |
ЖСКС1 | 8200 | 1135 | 960 | 9 | 300 |
ЖСКС2 | 8315 | 1240 | 1120 | 13 | 350 |
 , МПа (при N=2·107 циклов)
, МПа (при N=2·107 циклов)Продолжение
Сплав |  |  |  |  |  |  | Область применения |
МПа | |||||||
ЖС6УМ | 355 | 255 | 170 | 100 | – | – | Рабочие и сопловые лопатки с равноосной структурой |
ВЖЛ20 | 325 | 225 | 175 | 115 | – | – | Рабочие и сопловые лопатки с направленной и монокристаллической структурой |
ЖС26УМ | 410 | 245 | 195 | 105 | 90 | 60 | |
ЖС32У | 460 | 350 | 260 | 160 | 130 | 80 | |
ЖС36 | 480 | 350 | 255 | 160 | 140 | 85 | Рабочие лопатки с монокристаллической структурой |
ЖС40 | 440 | 315 | 240 | 165 | 140 | 80 | |
ВЖМ1 | 585 | 450 | 330 | 215 | 165 | 95 | |
ВЖМ4 | 575 | 410 | 305 | 200 | 170 | 120 | |
ВЖМ5 | 525 | – | 275 | – | 150 | – | |
ВЖМ6 | 595 | 435 | 315 | 220 | 180 | 130 | |
ЖСКС1 | 350 | 240 | – | – | – | – | Рабочие лопатки с направленной и монокристаллической структурой для стационарной ГТУ длительного ресурса |
ЖСКС2 | 395 | 285 | 200 | 140 | – | – | |
Экономический фактор, ранее не считавшийся главным при создании военной авиационной техники, теперь является доминирующим. Так, стоимость одного самолета-истребителя превысила 10 млн долларов, создание стратегического бомбардировщика оценивается суммой более 21 млн долларов, один самолет Е-3А с системой AWACS стоит 111 млн долларов.
Освоение высоких температур газа перед турбиной идет в двух направлениях: конструктивные проработки систем внутреннего охлаждения лопаток и применение новых жаропрочных сплавов. Отсюда следует, что применение неохлаждаемых лопаток возможно лишь на малогабаритных или вспомогательных силовых установках или на установках наземного базирования. Авиационные перспективные двигатели будут иметь все более сложные системы охлаждения внутренних полостей лопаток вследствие высоких температур газа перед турбиной, уже сейчас превышающих температуру плавления сплава лопаток. Развитие систем охлаждения лопаток наглядно представлено на рис. 7, приведены поколения авиационных двигателей и соответствующие им температуры газов перед турбиной, внешний вид и сечения лопаток, рост температуры газов вследствие проведения конструктивных мероприятий и благодаря повышению работоспособности материалов лопаток [17].
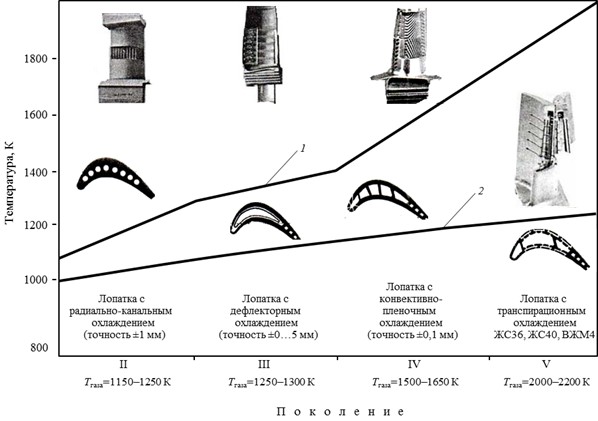
Рис. 7. Развитие систем охлаждения лопаток (рост температуры газа перед турбиной и усложнение систем внутреннего охлаждения лопаток): 1 – температура газа; 2 – температура металла
На смену неохлаждаемым лопаткам, эксплуатирующимся при температурах ниже 1000°С, пришли лопатки с воздушным охлаждением, воздух для которых отбирается из последних ступеней компрессора. Эффективность охлаждения наглядно показана на рис. 8. При одинаковой температуре на входной кромке лопаток (950°С) температура газа перед турбиной в случае охлаждаемой лопатки повышена на 350°С.
Внутренние полости первых охлаждаемых лопаток были сформированы кварцевыми трубками подходящего диаметра. Затем появились лопатки с вставным дефлектором. В дальнейших разработках внутренние охлаждаемые полости лопаток формировались керамическими стержнями очень сложной геометрической формы. Внешний вид стержней, используемых для формирования охлаждаемых полостей, показан на рис. 9. Усложнение внутренних полостей лопаток позволяло снижать температуру материала лопаток и повышать температуру газов перед турбиной. Рост температуры газов перед турбиной при усложнении внутренних полостей охлаждения показан на рис. 7.
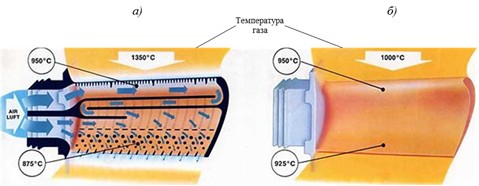
Рис. 8. Охлаждаемая (а) и неохлаждаемая (б) лопатки турбины
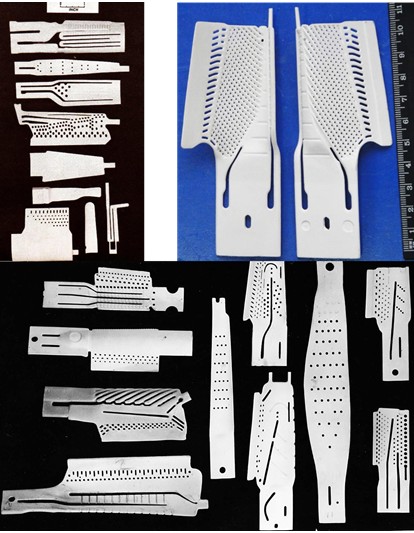
Рис. 9. Внешний вид керамических стержней для формирования внутренних полостей охлаждаемых лопаток
Рассмотрим более подробно технологию получения лопаток с проникающим (транспирационным) охлаждением, поскольку в ней сконцентрированы лучшие достижения в области создания керамических стержней особо сложной конструкции, разработки сплавов и технологии получения монокристаллов, а также в конструктивных особенностях самих лопаток. Для решения всего комплекса проблем потребовалось привлечение специалистов из многих лабораторий ВИАМ и ЦИАМ им. П.И. Баранова, а также заводских работников.
Формирование монокристаллической структуры в лопатках газовых турбин,
изготовленных из безуглеродистых жаропрочных сплавов,
с проникающей системой охлаждения
Известно несколько схем проникающего (транспирационного) охлаждения: Lamilloy (фирма Allison Transmission, США), Transplay (фирма Rolls-Royce, Великобритания), Supercooling (фирма Pratt & Whitney, США).
Использование жаропрочных материалов с проникающей (транспирационной) системой охлаждения для изготовления деталей горячего тракта ГТД и ГТУ позволит создать стехиометрический двигатель, в котором температура газа в камере сгорания достигнет теоретической температуры горения топлива, а на входе в турбину 2200–2300 К. При одинаковой рабочей температуре для работы деталей с проникающей системой охлаждения (в силу ее эффективности) требуется меньшее (на 30–50%) количество охлаждающего воздуха, чем для работы деталей с традиционными видами охлаждения. Если же для охлаждения использовать одинаковое количество охлаждающего воздуха, то детали с проникающей системой охлаждения будут работать при более низкой температуре, что позволит увеличить (в 2–4 раза) их ресурс по сравнению с ресурсом деталей с другими системами охлаждения.
Разработаны деформируемые и литые жаропрочные материалы с проникающей системой охлаждения. Из деформируемых жаропрочных материалов изготовляют камеры сгорания и жаровые трубы, а из литых – сопловые и рабочие лопатки. По мнению зарубежных экспертов, именно материалы с проникающей системой охлаждения будут определять облик ГТД нового поколения.
В настоящее время существуют разнообразные конструкции систем проникающего охлаждения. Первая система, получившая название «Ламеллой», была разработана фирмой Allison Transmission и запатентована. Сначала материал с системой охлаждения «Ламеллой» изготавливали в виде листов (деформированный вариант), а в конце 1980-х гг. фирма разработала вариант литого монокристаллического материала с такой же системой охлаждения.
Необходимо отметить, что в новом литом материале с проникающей системой охлаждения успешно используются последние достижения в области:
– разработки конструкций эффективной проникающей системы охлаждения;
– создания сверхжаропрочных литейных сплавов;
– разработки технологии монокристаллического литья.
В ВИАМ работы по созданию материалов и деталей с проникающей системой охлаждения начаты в 1993 г. Первая оригинальная разработка была выполнена совместно с МГТУ им. Н.Э. Бауманаи получила название «Вихрепор» [20].
Для отработки технологии изготовления каналов и отверстий в тонких стенках с криволинейными поверхностями в ВИАМ и ЦИАМ им. П.И. Баранова создана конструкция имитационного трубчатого образца с системой аксиальных каналов прямоугольного сечения, а также входных и выходных отверстий (рис. 10).
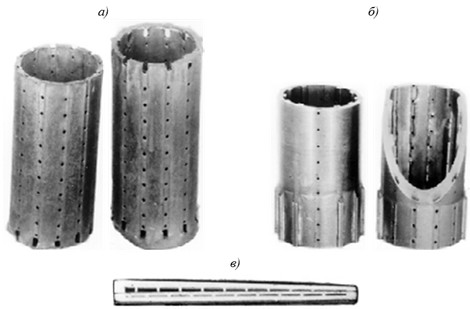
Рис. 10. Имитационные трубчатые образцы с проникающей системой охлаждения:
а, б – образцы после литья и после механической обработки соответственно; в – закладной керамический элемент
Толщина стенок трубчатого образца переменная и изменяется в тех же пределах, что и в модельной лопатке газогенератора ВТ-68 конструкции ЦИАМ им. П.И. Баранова (от 3 (в корневом сечении) до 1,5 мм (в верхней части)). Разработана технология отливки такого образца с применением закладных керамических элементов, для изготовления которых, а также для модели трубчатого образца, спроектированы и изготовлены соответствующие пресс-формы.
Испытания образцов, проведенные в ЦИАМ им. П.И. Баранова, подтвердили эффективность проникающего охлаждения и перспективность его применения в лопатках двигателей следующего поколения.
Проникающая система охлаждения предполагает наличие в пере лопатки системы двух взаимосвязанных полостей:
– центральной – имеющей относительно простую форму;
– периферийной – представляющей собой разветвленные охлаждающие каналы в стенках лопатки, которые сообщаются с внутренней (центральной) полостью и имеют выход за пределы тела лопатки.
Для формирования каналов в стенках лопатки необходимы тонкие сложнопрофильные керамические стержни, изготовленные с высокой точностью. Использование такого стержня при литье лопаток должно обеспечить проникающую систему охлаждения лопатки – движение охлаждающего воздуха из центральной внутренней полости лопатки через отверстия в разветвленные, насыщенные штырьками каналы в стенках лопатки и далее через отверстия за пределы лопатки.
Требования, предъявляемые к конструкции лопатки:
- средняя толщина стенки
- диаметр отверстий подвода и выпуска воздуха 0,4–0,6 мм (шаг отверстий 4–6 мм);
- диаметр штырьков 0,6–0,8 мм (шаг штырьков 4–6 мм).
На основании этих данных можно сформулировать требования к керамическому стержню:
- толщина стержня 0,4–0,8 мм;
- диаметр штырьков 0,4–0,6 мм (формируют отверстия подвода и выпуска воздуха), шаг штырьков 4–6 мм;
- диаметр отверстий 0,6–0,8 мм (формируют штырьки), шаг отверстий 4–6 мм;
- длина стержня 50–100 мм;
- стержень должен быть химически инертным к металлическому расплаву.
Требования к прочности стержня, качеству поверхности, величине усадки, допусков и степени коробления такие же, как и для стандартных стержней.
Из ряда возможных схем охлаждения выбрана комбинированная схема, сочетающая струйный и проникающий способы охлаждения. Сущность предложенной схемы заключается в том, что охлаждающий воздух подается во внутреннюю полость лопатки и поступает в радиальные отверстия, соединенные с аксиальными каналами в профильной стенке лопатки. Столкновение воздушных струй с внутренней поверхностью горячей стенки обеспечивает струйное охлаждение. Затем воздух проникает через выходные отверстия на внешнюю горячую поверхность стенки, образуя защитную воздушную пленку (проникающее охлаждение). Струйное охлаждение зависит от скорости воздушных струй: чем выше скорость, тем эффективнее теплопередача между горячей стенкой и охлаждающим воздухом. Напротив, проникающее охлаждение тем эффективнее, чем ниже скорость просачивания воздуха через выходные отверстия. Эффективность проникающего охлаждения зависит от перепада давления воздуха и является функцией отношения суммарных площадей входных и выходных отверстий. По этой причине входные отверстия имеют меньший диаметр, чем выходные. Кроме того, чем тоньше горячая стенка, тем эффективнее проникающее охлаждение. Толщина горячей стенки составляет £0,5 мм.
Сочетание струйного и проникающего способов охлаждения является более эффективным по сравнению с применяемым в настоящее время пленочным охлаждением.
Практическая реализация предложенной схемы комбинированного охлаждения зависит от конструкции керамического стержня, оформляющего при литье радиальные входные и выходные отверстия, а также аксиальные каналы.
Предлагаемый составной керамический стержень состоит из основного стержня, оформляющего внутреннюю полость будущего изделия, и соединенных с ним специальным образом мини-стержней. Конструкция основного стержня определяется конструктивными особенностями внутренней полости изделия, а мини-стержни представляют собой керамические рамки прямоугольной или трапецеидальной формы. Внутри каждой рамки расположена тонкая продольная перегородка, которая с обеих сторон соединена перемычками с продольными стенками рамки, при этом оси перемычек смещены относительно друг друга. При кристаллизации изделия перегородка формирует канал в стенке будущего полого изделия, а перемычки – систему отверстий для подвода и выпуска охлаждающего воздуха. Геометрические размеры мини-стержней (диаметр и длина перемычек), расстояние между ними, площадь поперечного сечения центральной перегородки, толщина стенок рамки определяются габаритами отливаемого изделия, прежде всего, толщиной стенки полого изделия.
Экспериментальная рабочая лопатка высокотемпературного газогенератора,
изготовленная из монокристаллических сплавов ЖС32 или ЖС40,
с проникающей системой охлаждения
Экспериментальная рабочая лопатка с проникающим охлаждением разработана применительно к турбине газогенератора ВТ-68. Лопатка относительно небольших размеров: высота пера 46 мм, хорда 32 мм. Конструктивный облик лопатки определялся технологическими возможностями ее изготовления.
Специалистами ВИАМ и ЦИАМ им. П.И. Баранова предложено использовать составной керамический стержень, формирующий сложную систему каналов и отверстий в отливке лопатки после ее направленной кристаллизации. На центральный стержень устанавливают дополнительные стержни (закладные элементы) по количеству радиальных каналов, определяемому тепловым и гидравлическим расчетом. Закладные элементы позволяют получать отливку с радиальными каналами в стенке и отверстиями входа/выхода воздуха в эти каналы. Технология применения закладных элементов отрабатывалась при изготовлении полых цилиндрических образцов. Закладные элементы выполнены минимально возможного размера. При использовании этой технологии удалось расположить в лопатке только 6 радиальных каналов размером 2×0,5 мм и шагом ~5 мм. Рамочная конструкция обеспечивает жесткость и формоустойчивость мини-стержней при обжиге и литье, поэтому сводятся к минимуму такие дефекты, как коробление при обжиге, обламывание тонких перемычек при заливке расплава и его направленной кристаллизации. Таким образом, конструкция составного стержня обеспечивает в процессе литья формирование в стенке лопатки тонких каналов и связанных с ними входных и выходных отверстий для циркуляции воздуха, создавая тем самым высокоэффективную систему охлаждения [21].
Разработаны технологические режимы, по которым получена опытная партия лопаток (рис. 11).
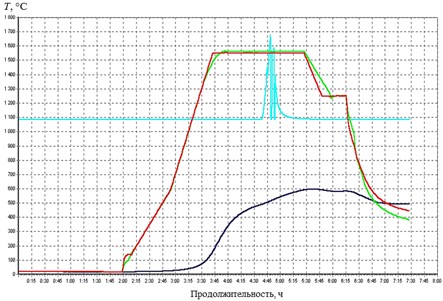
Рис. 11. Температурные параметры процесса получения лопаток с проникающей системой охлаждения: ─ температура кристаллизатора (Al); ─ температура расплава в тигле; ─, ─ печь подогрева форм (верх и низ)
Десять полученных лопаток подвергали тепловым испытаниям в ЦИАМ им. П.И. Баранова на установке У-276 [22]. Лопатка спроектирована применительно к турбине высокотемпературного газогенератора ВТ-68. Внешний вид лопатки и часть ее поперечного сечения показаны на рис. 12. Микроструктура данной лопатки представлена на рис. 13.
Характерное значение расстояния между осями дендритов первого порядка составляет 120 мкм. Результаты испытаний показали, что средняя часть лопатки охлаждается очень эффективно. Достигнут коэффициент охлаждения (θ), равный 0,78–0,8. Коэффициент охлаждения  связывает температуры газа перед турбиной (Тг), материала лопатки (Тл) и охлаждающего воздуха от компрессора (Тв) [23].
связывает температуры газа перед турбиной (Тг), материала лопатки (Тл) и охлаждающего воздуха от компрессора (Тв) [23].
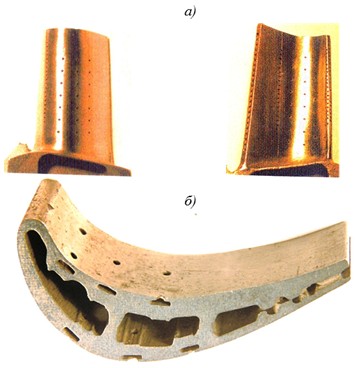
Рис. 12. Лопатка (спинка и корыто) (а) и часть ее сечения (б), на котором видны каналы проникающего охлаждения
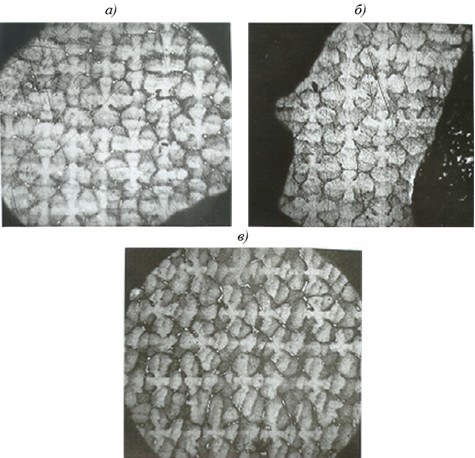
Рис. 13. Микроструктура (×100) пера лопатки в поперечном сечении (характерное значение междендритного расстояния между осями первого порядка λ=120 мкм):
а – у входной кромки (верх); б –со стороны спинки (середина); в –у выходной кромки (низ)
Для оценки свойств двустенных лопаток разработаны специальные двустенные образцы, к которым после прожига отверстий (диаметром 0,5 мм) электроискровым способом и механической обработки припаивались захваты, позволяющие провести испытания на термостойкость. Жаропрочный сплав для отливки тонкостенных образцов, имитирующих двойную стенку лопатки с проникающим охлаждением, должен удовлетворять ряду требований:
– обладать высокими физико-механическими свойствами, в частности высоким сопротивлением термической усталости;
– быть склонен к формированию монокристаллической структуры в тонких (0,5 мм) сечениях;
– быть паспортизован и иметь невысокую стоимость.
С учетом этих требований проанализированы три жаропрочных никелевых сплава: ЖС32, ЖС36 и ЖС40, химический состав которых приведен в табл. 3.
В состав сплава ЖС32 входит углерод, который образует монокарбиды Ti, Ta, Nb. Известно, что карбиды являются очагами зарождения трещин, поэтому сплав ЖС32 обладает пониженным сопротивлением усталости, а также является дорогостоящим из-за высокого содержания рения.
Сплав ЖС36 не содержит углерода, хорошо формирует монокристаллическую структуру в тонких сечениях, более дешевый по сравнению со сплавом ЖС32.
Безуглеродистый сплав ЖС40 обладает высоким сопротивлением термоусталостному разрушению, относительно недорогой, однако требует сложной термической обработки.
Исходя из рассмотренных особенностей сплавов, для изготовления образцов выбран сплав ЖС36.
Для отливки двустенных монокристаллических образцов (рис. 14) использовали тугоплавкие затравки с кристаллографической ориентацией [001]. Отливка образцов осуществлена на установках В-1790 и УВНК-9 с компьютерным управлением. В зависимости от установки, на которой проводили направленную кристаллизацию пластин, разработаны различные варианты сборки моделей в литейные блоки. Плоские пластины собирали по 6 шт. в блоке для установки В-1790 и по 9 шт. – для УВНК-9.

Рис. 14. Блоки двустенных монокристаллических образцов, имитирующих стенку лопатки с проникающим охлаждением
Керамический стержень из полученных образцов удаляли в бифториде калия. Растрав внутренней поверхности после операции удаления стержней не превышал
30 мкм.
В ЦИАМ им. П.И. Баранова проведены испытания на термическую усталость охлаждаемых образцов с перфорацией и без нее при следующих параметрах цикла: 1000⇄400°С, при растягивающем напряжении 196,2 и 98,1 МПа соответственно.
Испытания носили сравнительный характер с целью выяснения влияния перфорации образцов, имитирующих двойную стенку лопатки с проникающим охлаждением, на их термоусталостную прочность.
Долговечность двух перфорированных образцов составила 960 и 1157 циклов, тогда как образец без перфорации выдержал 3056 циклов. По расчетам ЦИАМ им. П.И. Баранова циклическая долговечность образца с отверстиями (коэффициент концентрации напряжений равен 2) при данном «жестком» цикле составляет 999 циклов и совпадает с экспериментальными значениями. Расчетная циклическая долговечность образцов без перфорации равна 12000 циклов, что в 4 раза превышает экспериментальные значения. Причина такого расхождения неизвестна.
Установлено, что термоусталостные трещины зарождаются на концентраторах напряжений на внутренней стенке образцов. В перфорированных образцах таковыми являются острые кромки отверстий и шероховатость, образовавшаяся в результате растрава. Кромки отверстий – более сильные концентраторы напряжений, поэтому они являются первичными очагами зарождения микротрещин, тогда как шероховатость внутренней поверхности служит источником множества вторичных очагов. В дальнейшем распространение микротрещин происходит с возрастанием скорости по мере приближения к месту долома. В сплошных образцах происходит многоочаговое зарождение микротрещин на шероховатостях внутренней поверхности, образовавшихся в результате растрава.
Конструктивная и технологическая проработка экспериментальной рабочей лопатки с использованием жестких стержней для организации системы проникающего охлаждения показала, что в лопатке относительно небольшого размера эффективность этого способа охлаждения не реализуется в полной мере, так как поместить нужное количество мини-стержней в объеме лопатки технически невозможно.
Разрабатываемое в ВИАМ второе направление технологии отливки лопаток на базе «гибких» керамических лент позволит качественно улучшить характеристики рабочих лопаток с проникающим охлаждением и является более перспективным.
Составной керамический стержень в случае применения «гибких» керамических лент также состоит из основного стержня, изготовленного по традиционной технологии, и дополнительного стержня в форме тонкой пластины с поверхностным рельефом и системой отверстий, эквидистантно огибающей профиль основного стержня. Основной и дополнительный стержни соединены клеящей суспензией [24]. Процесс изготовления сложного керамического стержня включает следующие операции:
- изготовление основного керамического стержня из смеси огнеупорных порошков (заданного гранулометрического состава) и термопластификатора, прессование расплавленной стержневой массы и обжиг в засыпке адсорбента или керамическом драйере;
- прокатка гладкой ленты из смеси огнеупорных порошков (определенного гранулометрического состава) и полимерного связующего (толщина и ширина ленты зависят от геометрических размеров основного стержня);
- нанесение на поверхность ленты необходимого рельефа методом штамповки или прокатки в фигурных валках. Изготовленная таким образом рельефная лента в необожженном состоянии обладает достаточно хорошей гибкостью благодаря присутствию в ней полимерного связующего. Минимальный радиус кривизны при изгибе ленты без появления трещин и надрывов определяется ее толщиной, плотностью нанесения элементов рельефа, объемным наполнением огнеупорных порошков и типом полимерного связующего. Поскольку при прокатке площадь контакта валков с поверхностью ленты мала, то адгезионное сцепление в этом случае незначительно и можно получить ленту большой длины и ширины без повреждения элементов поверхностного рельефа;
- раскрой рельефной ленты на отдельные заготовки необходимых форм и размеров, которые и используются как дополнительные «гибкие» стержни;
- изготовление промежуточной модели на основном стержне;
- профилирование необожженного дополнительного стержня по контуру промежуточной модели с обеспечением плотного контакта и соединения элементов рельефа с криволинейной поверхностью основного стержня. Эта операция осуществляется в обжимном штампе либо по всей поверхности основного стержня, либо в определенных местах. Во избежание повреждения выступающих элементов рельефа при изгибе дополнительного стержня, предусмотрено изготовление специальных пазов на профильных поверхностях штампа. Этим достигается постоянство зазора (0,5–0,8 мм) между основным и дополнительным стержнем, что гарантирует получение необходимой геометрической формы составного стержня с заданной точностью;
- удаление промежуточной модели;
- совместный высокотемпературный обжиг основного и соединенного с ним дополнительного стержня. В процессе обжига происходит выгорание связующего, спекание порошковых частиц и превращение заготовки в сложный единый стержень. При обжиге происходит спекание дополнительного стержня в местах контакта элементов рельефа с поверхностью основного стержня. Точное соединение возможно только в том случае, если температурные коэффициенты линейного расширения и усадка обоих элементов составного стержня близки. Обжиг составного стержня для обеспечения стабильности размеров следует производить в керамическом драйере.
Для практической отработки технологии получения монокристаллических лопаток с проникающей системой охлаждения с использованием гибких керамических пленок была выбрана лопатка первой ступени энергетической турбины ГТЭ-25.
Основной стержень изготавливали по серийной технологии из смеси огнеупорных порошков Al2O3. Дополнительный стержень изготавливали в две стадии:
- прокаткой получали гладкую ленту из смеси порошков Аl2О3 заданного гранулометрического состава и полимерного связующего;
- методом прессования наносили двухсторонний рельеф. В данном случае элементы рельефа имели вид штырьков высотой 0,9 мм и диаметром 0,8 мм; толщина ленты
0,7 мм; диаметр отверстий 0,9 мм. Далее вырезали заготовку размером 50×50 мм.
Из-за отсутствия необходимой оснастки разработчики вынуждены были осуществить профилирование и соединение плоской заготовки с основным стержнем вручную. Склеивание основного стержня и заготовки осуществлено с помощью клеящей суспензии на основе ЭТС-40. Профилирование проводили только вокруг входной кромки основного стержня в его верхней части. Далее проводили высокотемпературный обжиг составного стержня при 1300–1350°С.
Прокаленный составной стержень устанавливали в модельную пресс-форму и по стандартной технологии изготавливали восковую модель. Торцы штырьков полностью очищали от модельной массы. Затем по промышленной технологии изготавливали керамическую оболочковую форму, которую после прокалки заливали на установке В-1790 жаропрочным сплавом ЖС40. Плавку, заливку и направленную кристаллизацию жаропрочного сплава проводили по режимам, обеспечивающим заполнение тонких каналов и получение монокристаллической структуры в отливке. Из полученной отливки по заводской технологии в бифториде калия удаляли стержень. Отлита опытная партия лопаток, три лопатки из которой отправлены в соответствии с контрактом №150-96-191-840 на фирму HOWMET. В верхней части со стороны входной кромки лопатки имели двойные стенки (рис. 15). На фирме HOWMET лопатки подробно исследованы визуально, с помощью методов компьютерной томографии и металлографии. Установлено, что лопатки имеют макро- и микроструктуру (рис. 15, в), типичную для монокристаллов с КГО [001]. Взаимодействие между металлом и формой, а также между металлом и стержнем отсутствует. Отмечен значительный разброс значений толщины стенки, что вызвано применением временной оснастки и ручной сборки составного стержня. В местах контакта дополнительного стержня с основным стержнем заусенцев не обнаружено, т. е. в местах контакта нет трещин. Таким образом, в ВИАМ разработаны и успешно опробованы технологии двойного стержня и монокристаллического литья, несмотря на необходимость дальнейших исследований по достижению равномерной толщины стенок профиля [25].
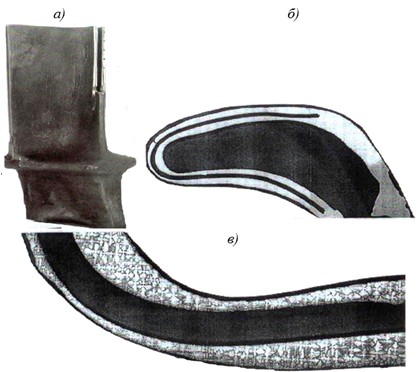
Рис. 15. Лопатка ГТЭ-25 с дополнительной охлаждающей полостью в верхней части входной кромки, сформированной по технологии с применением «гибкого» стержня:
а – общий вид; б, в – сечения (×5 и ×32 соответственно)
В ЦИАМ им. П.И. Баранова лопатки с дополнительными полостями охлаждения, сформированными по технологии «гибких» стержней, не испытывали, однако на основании испытаний лопаток с закладными элементами в работе [26] сделан вывод о еще большей перспективности (в смысле улучшения охлаждения) лопаток, получаемых с использованием технологии «гибких» стержней.
Выводы
На основании анализа научных направлений развития авиационных двигателей сделан вывод о перспективности применения лопаток с проникающим (транспирационным) охлаждением, которые определят облик двигателя нового поколения.
Разработаны научные подходы к созданию лопаток с транспирационным охлаждением: организация охлаждения с помощью «закладных» элементов и применения «гибких» стержней.
Создана уникальная опытно-промышленная технологии получения охлаждаемых лопаток принципиально новой конструкции, которая включает достижения трех основных направлений развития высокотемпературных материалов в области:
– создания безуглеродистых ренийсодержащих сплавов;
– технологии монокристаллического литья с заданными кристаллографической ориентацией и размером структурных составляющих;
– создания конструктивных схем охлаждения, обеспечивающих коэффициенты охлаждения ≥0,8.
Отработаны основные температурно-скоростные параметры получения монокристаллических трубчатых, а также полых прямоугольных образцов, лопаток для изделия «88» с закладными элементами, лопаток типа ГТН-25 с «гибкими» стержнями на входной кромке и модельных лопаток с дополнительными охлаждающими полостями на корыте и спинке для перспективных изделий. Получена опытная партия деталей всех вышеперечисленных наименований.
Лопатки с закладными элементами прошли испытания в ЦИАМ им. П.И. Баранова на установке У-276. Достигнута величина коэффициента охлаждения 0,78–0,8, что позволит создать стехиометрическийдвигатель с температурой газа перед турбиной, приближающейся к теоретически возможной температуре сгорания топлива.
Исследованы структура и КГО полученных деталей с транспирационным охлаждением. Отклонение кристаллографической ориентации всех деталей находится в пределах 10 град от КГО [001]. Расстояние между осями дендритов первого порядка в сечении пера составляет 120–150 мкм. Монокристаллическая структура формируется во всех конструктивных элементах лопаток.
Получение монокристаллических лопаток с проникающим (транспирационным) охлаждением является уникальным достижением литейной технологии.
В настоящее время идет бурное развитие высоких технологий, в частности развитие аддитивных технологий производства разнообразных деталей, которое может в корне изменить всю существующую систему производственных отношений.
Аддитивные технологии – комплекс принципиально новых производственных процессов, в которых изготовление изделия происходит путем добавления (англ. Add – добавлять) материала, в отличие от традиционных технологий, где деталь создается методом удаления лишнего.
Аддитивные технологии открывают фантастические возможности для получения лопаток, в том числе с проникающим (транспирационным) охлаждением. При этом не требуется использования керамических форм и ажурных стержней со сложной технологией производства, а также литейного оборудования с высоким энергопотреблением. Академик Е.Н. Каблов в одной из своих статей [27], затрагивая тему аддитивных технологий, пишет, что хотел бы «напечатать» целый самолет (с помощью 3D-принтера).
В ВИАМ по аддитивной технологии уже изготавливают детали сложной геометрической формы (например, завихритель топлива камеры сгорания современного двигателя).
Применительно к лопаткам ГТД целесообразно использовать часть (например, замок) монокристаллической лопатки и, используя ее как затравку, эпитаксиальным наращиванием слоев жаропрочного сплава (путем нанесения по заданной программе капель или порошков) получать детали с заданными полостями и каналами внутренней полости без использования керамических форм и стержней.
В ВИАМ эта задача еще не решена. Однако в США имеется патент [28, 29], согласно которому получают лопатки с проникающей системой охлаждения (рис. 16) из интерметаллидного сплава.
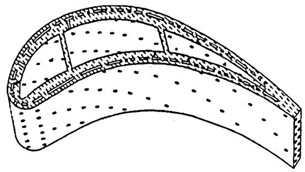
Рис. 16. Схема лопатки из интерметаллидного сплава, полученной по аддитивной технологии согласно пат. 5312584 US
Большое количество молодых талантливых специалистов, пришедших работать в ВИАМ, и то внимание, которое уделяется развитию аддитивных технологий, позволяют надеяться на успешное решение задачи получения лопаток ГТД (в том числе с проникающим охлаждением).
Работа выполнена в рамках реализации комплексного научного направления 9.5. «Направленная кристаллизация (с переменным управляемым градиентом) высокотемпературных жаропрочных сплавов» («Стратегические направления развития материалов и технологий их переработки на период до 2030 года») [14].
- Литые лопатки газотурбинных двигателей: сплавы, технологии, покрытия / под общ. ред. Е.Н. Каблова. 2-е изд. М.: Наука, 2006. 632 с.
- Каблов Е.Н., Голубовский Е.Р. Жаропрочность никелевых сплавов: учеб. пособие. М.: Машиностроение, 1998. 464 с.
- Курц В., Зам П.Р. Направленная кристаллизация эвтектических материалов. М.: Металлургия, 1980. С. 91–96.
- Эвтектический сплав на основе никеля: а. с. 1111500; опубл. 09.06.83.
- Сплав на основе никеля: а. с. 1358425; опубл. 08.08.87.
- Кишкин С.Т., Петрушин Н.В., Светлов И.Л. Эвтектические жаропрочные сплавы // Авиационные материалы на рубеже ХХ–ХХI веков: науч.-технич. сб. М.: ВИАМ, 1994. С. 252–258.
- Bibring H. Conception et etude d eutectiques orientes fortement solicites en temperature et en contraite // Ann. Chim. 1980. V. 5. №2–3. P. 111–138.
- Khan T. Further Assessment and Improvement of High Strength y/y`-NbC. Composites for Advanced Turbine Blades // Proc. Conf. On in Situ Composites III. 1979. P. 378–389.
- СР. 1.2.010–84. Сертификат на сплав ВКЛС20. М.: ВИАМ, 1984.
- Герасимов В.В., Демонис И.М. Формирование композиционной структуры в эвтектических сплавах при получении лопаток ГТД // Труды ВИАМ: электрон. науч.-технич. журн. 2013. №6. Ст. 01. URL: http://www.viam-works.ru (дата обращения: 20.02.2014).
- Вестбрук Д. Исследования и перспективы применения интерметаллических соединений // Металловедение и термическая обработка. 1971. №4. С. 74–80.
- Корнилов И.И. Металлиды – материалы с уникальными свойствами // Вестник АН СССР. 1970. №12. С. 30–33.
- Химический энциклопедический словарь / под ред. И.Л. Кнунянц. М.: Советская энциклопедия, 1983. 792с.
- Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегических направлений развития материалов и технологий их переработки на период до 2030 года» // Авиационные материалы и технологии. 2015. №1 (34). С. 3–33. DOI: 10.18577/2071-9140-2015-0-1-3-33
- Каблов Е.Н., Бунтушкин В.П., Базылева О.А. Литые лопатки из интерметаллидов никеля (Ni3Al) для высокотемпературных газовых турбин // Конверсия в машиностроении. 2004. №4. С. 57–59.
- Оспенникова О.Г. Стратегия развития жаропрочных сплавов и сталей специального назначения, защитных и теплозащитных покрытий // Авиационные материалы и технологии. 2012. №S. C. 19–36.
- Герасимов В.В., Петрушин Н.В., Висик Е.М. Усовершенствование состава и технология литья монокристаллических лопаток из жаропрочного интерметаллидного сплава // Труды ВИАМ: электрон. науч.-технич. журн. 2015. №3. Ст. 01. URL: http://www.viam-works.ru (дата обращения: 21.04.2015). DOI: 10.18577/2307-6046-2015-0-3-1-1.
- Каблов Е.Н., Ломберг Б.С., Оспенникова О.Г. Создание современных жаропрочных материалов и технологий их производства для авиационного двигателестроения // Крылья Родины. 2012. №3–4. С. 34–38.
- Каблов Е.Н., Петрушин Н.В. Компьютерный метод конструирования литейных жаропрочных никелевых сплавов // Литейные жаропрочные сплавы. Эффект С.Т. Кишкина. М.: Наука, 2006. С. 56–78.
- Полая лопатка «Вихрепор»: пат. 2078946 Рос. Федерация; опубл. 13.05.96.
- Single-cast high-temperature, thin wall structure and method of making the same: pat. 5295530 US; publ. 22.03.94.
- Каблов Е.Н., Светлов И.Л., Демонис И.М., Фоломейкин Ю.И. Монокристаллические лопатки с транспирационным охлаждением для высокотемпературных газотурбинных двигателей // Авиационные материалы и технологии: науч.-технич. сб. М.: ВИАМ, 2003. Вып. Высокожаропрочные материалы для современных и перспективных газотурбинных двигателей и прогрессивные технологии их производства. С. 24–33.
- Скибин В.А., Солонин В.И., Дульнев А.А. Перспективы развития газотурбинных двигателей // Газотурбинные технологии. 2000. №2. С. 4–14.
- Герасимов В.В., Висик Е.М., Колядов Е.В. О неиспользованных резервах направленной кристаллизации в повышении эксплуатационных характеристик деталей ГТД и ГТУ // Литейное производство. 2013. №9. С. 30–32.
- Составной керамический стержень: пат. 2094163 Рос. Федерация; опубл. 27.10.97.
- Bouse G.K. and Sikkenga B. Characterization of Double Walled Single Crystal Turbine Blades From Russian VIAM Institute // Technical Report №1058/A. Howmet Corporation. 1997. 11 p.
- Каблов Е.Н. Чтобы собрать самолет по атомам // Индустрия. Инженерная газета. 2015. №12. С. 1–2.
- Moldless/coreless single crystal castings of nickel-aluminide: pat. 5312584 US; publ. 17.05.94.
- Veys J.M., Mevrel R. Influence of Protective Coatings on the Mechanical Properties of CMSX-2 and Cotac 784 // Materials Science and Engineering. 1987. №88. P. 253–260.