Исследование влияния параметров изотермической деформации и термической обработки на структуру и механические свойства штамповки из сплава ВТ6ч.
Изотермическая штамповка является перспективным экономически эффективным формообразующим технологическим процессом для титановых сплавов, позволяющим снизить материалоемкость и трудоемкость изготовления по сравнению с традиционной многопереходной технологией изготовления деталей из поковок и плит. Одной из задач данной работы является исследование влияния режимов деформации и термической обработки на структуру и механические свойства изотермической штамповки из сплава ВТ6ч. Показано, что применение изотермической штамповки на конечной стадии деформации обеспечивает повышение относительного удлинения до 14%. При этом последующая термическая обработка (рекристаллизационный отжиг) позволяет сформировать глобулярно-пластинчатую структуру, являющуюся наиболее оптимальной для достижения значений кратковременной прочности на уровне не менее 995 МПа.
Введение
Изотермическая штамповка является перспективным экономически эффективным формообразующим технологическим процессом для титановых сплавов, позволяющим снизить материалоемкость и трудоемкость изготовления по сравнению с традиционной многопереходной технологией изготовления деталей из поковок и плит.
В связи с расширением применения титанового сплава ВТ6ч. в ответственных деталях силового набора планера самолета актуальной задачей является получение экономически выгодного полуфабриката (изотермической штамповки) с комплексом свойств, сочетающим прочность с высокой надежностью и обеспечивающим работу конструкции в условиях безопасной повреждаемости. Общеизвестно влияние структуры на механические свойства и характеристики работоспособности титановых сплавов. В этой связи большое значение приобретает изучение параметров изотермической деформации и установление оптимального режима термообработки, удовлетворяющего требованиям работы элементов конструкции в условиях безопасной повреждаемости.
Задачей данной работы является исследование режимов изотермической деформации и изучение влияния различных видов термической обработки на механические свойства опытной изотермической штамповки из сплава ВТ6ч. [1–14]. Работа выполнена в рамках реализации комплексного направления 10. «Энергоэффективные, ресурсосберегающие и аддитивные технологии получения деталей, полуфабрикатов и конструкций» («Стратегические направления развития материалов и технологий их переработки на период до 2030 года») [15–22].
Материалы и методы
Испытания на растяжение при комнатной температуре проводили по ГОСТ 1497–84 на машине Zwick/Roell 400, ударную вязкость образцов с надрезом из сплава ВТ6ч. определяли в соответствии с ГОСТ 9454–78 на копре ПСВО-30.
Металлографические исследования проводили при увеличении ×500 на травленых микрошлифах на металлографическом комплексе фирмы Leica DM IRM.
Съемку образцов из сплава ВТ6ч. проводили с использованием дифрактометра D/МАХ фирмы Rigaku с помощью Сu Kα монохроматического излучения. Рабочий режим дифрактометра: напряжение 40 кВ, ток 200 мА, интервал съемки по углу 2θ: 20–90 град. Количественную обработку дифрактограммы осуществляли с применением программы Gade 5. Для идентификации фаз применяли поисковые функции специализированной программы Jade 5, учитывающие химический состав сплава.
С помощью вышеуказанной программы Jade 5 определяли межплоскостные расстояния и относительные интенсивности линий. Сопоставляя экспериментальные значения межплоскостных расстояний и относительных интенсивностей со значениями карточек базы PDF2 для предварительно отобранных фаз, определяли фазовый состав исследуемого образца.
Количественный металлографический анализ проводили при увеличениях от ×500 до ×5000 на травленых микрошлифах на растровом электронном микроскопе JSM-6490LV согласно РТМ 1.2.096.2000.
Измерение толщины частиц первичной α-фазы выполняли на травленых шлифах. Количественный анализ первичной α-фазы на поверхности шлифов проводили, анализируя пять полей зрения для каждого образца по изображениям, снятым на РЭМ при увеличении ×500, вторичной α-фазы – при увеличении ×5000. На каждом изображении прорисовывали контуры частицы вручную при помощи графического планшета Wacom intios2 A3, затем анализировали их размеры при помощи компьютерной программы Image Expert Pro 3х.
Скорость роста трещины усталости (СРТУ: dl/dNср) определяли по ГОСТ 25.506 на компактных образцах размером 60×62×10 мм при ΔK=31 МПа
Результаты
В мировой практике для обеспечения требуемого комплекса свойств деталей различного назначения, в значительной степени зависящего от структуры полуфабриката, применяют различные технологические схемы изотермической деформации (штамповки) [23, 24]. Обычно на конечных операциях изготовления используют (α+β)-деформацию для получения глобулярно-пластинчатой или глобулярной структуры, что обеспечивает высокие значения механических свойств. В то же время за рубежом широкое распространение получила технология β-деформирования и β-отжига. Получаемая этим способом пластинчатая микроструктура дает преимущества в основном по таким характеристикам, как трещиностойкость и жаропрочность.
С целью выбора режима изотермической деформации, обеспечивающего оптимальный комплекс свойств и структуру штамповки, опробованы обе технологические схемы с применением на конечных операциях изготовления (α+β)- (схема «А») и β-деформации (схема «Б»).
Опытные изотермические штамповки изготовили по следующей технологической схеме: нанесение защитного покрытия→осадка слитка→изотермическая ковка заготовки→нанесение защитного покрытия→окончательная изотермическая штамповка.
При исследовании влияния параметров изотермической деформации на механические свойства штамповок установлено, что при снижении температуры изотермической деформации от β-области до (α+β)-области при одновременном повышении степени деформации, повышаются пластические характеристики (в ~2 раза), что связано с изменением морфологии структуры при переходе от температуры выше температуры полиморфного превращения (Тп.п) к температуре ниже Тп.п. При приблизительно равных уровнях прочности (пределы прочности 950 и 930 МПа соответственно) и ударной вязкости KCU (>647 и >726 кДж/см2 соответственно) при (α+β)- и β-деформации, наиболее высокие значения характеристик пластичности (относительное удлинение 15,5%) получены на штамповке после деформации в (α+β)-области в сравнении со штамповкой после деформации в β-области (относительное удлинение 7%).
Установлено, что технологическая схема изготовления «А» является предпочтительной. Несмотря на высокий уровень трещиностойкости материала штамповок, изготовленных методом изотермической деформации при температурах β-области на последней стадии изготовления, более предпочтительной является деформация в (α+β)-области, так как позволяет получить оптимальные значения прочности и ударной вязкости при превосходящих в 2 раза показателях пластичности. Поэтому для продолжения исследований выбрана технологическая схема «А» и далее анализируются результаты термической обработки только для этой схемы.
С помощью металлографического анализа установлено, что после деформации в (α+β)-области на конечной операции изготовления изотермическая штамповка обладает мелкозернистой структурой глобулярного типа (3–4 балл шкалы микроструктур ПИ1.2.785). Направления течения металла практически не прослеживаются или имеют слабовыраженный характер, что способствует высокой степени однородности свойств полуфабриката. Типичная микроструктура изотермической штамповки, изготовленной по режиму «А», представлена на рис. 1.

Рис. 1. Типичная микроструктура (×100) изотермической штамповки, изготовленной с применением (α+β)-деформации на конечной операции изготовления
Известно, что такая мелкозернистая структура недостаточно хорошо сопротивляется развитию трещины [24–27]. Использовать полуфабрикат с такой структурой в конечном изделии крайне нежелательно. Для обеспечения оптимального комплекса характеристик работоспособности и структуры опытных изотермических штамповок из сплава ВТ6ч. потребовалось дальнейшее исследование влияния режимов термической обработки на механические свойства.
Опробовано четыре режима термической обработки, включающих различные виды отжига и упрочняющую термическую обработку: стандартный отжиг, рекристаллизационный отжиг, упрочняющая термическая обработка (УТО) и β-отжиг.
В зависимости от режима термической обработки основные механические свойства опытной изотермической штамповки, изготовленной по технологической схеме «А», изменялись в следующих диапазонах: σв=950–1030 МПа, σ0,2=897–975 МПа, δ=8,7–15%, ψ=11,8–43%, KCU=500–662 кДж/см2.
Рекристаллизационный отжиг по сравнению со стандартным имеет практически одинаковые показатели характеристик прочности и пластичности при несколько более низком значении ударной вязкости образцов с U-образной трещиной за счет разницы в типе структуры после термообработки (рис. 2–4). После рекристаллизационного отжига наблюдается типичная глобулярно-пластинчатая структура, зерна первичной α-фазы имеют преимущественно округлую форму и имеются участки с глобулярной формой. Между зернами наблюдаются участки β-фазы (рис. 5, а). Структура глобулярно-пластинчатого типа является наиболее благоприятной для получения оптимального комплекса свойств: σв=955 МПа, σ0,2=920 МПа, δ=14,6%, ψ=38%, KCU=562 кДж/см2.
Отжиг в β-области обеспечивает β-превращенную пластинчатую структуру (рис. 5, в) с высокими показателями трещиностойкости за счет сильного ветвления трещины по элементам микроструктуры, но по сравнению со структурой глобулярно-пластинчатого типа имеет несколько более низкие характеристики прочности, и особенно пластичности (рис. 2–4).
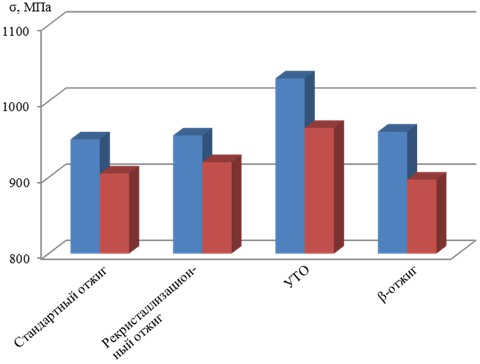
Рис. 2. Зависимость прочностных свойств от режима термической обработки:
■ – предел прочности; ■ – предел текучести
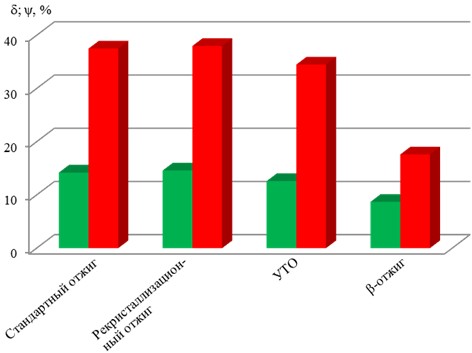
Рис. 3. Зависимость пластичных свойств от режима термической обработки:
■ – относительное удлинение; ■ – относительное сужение
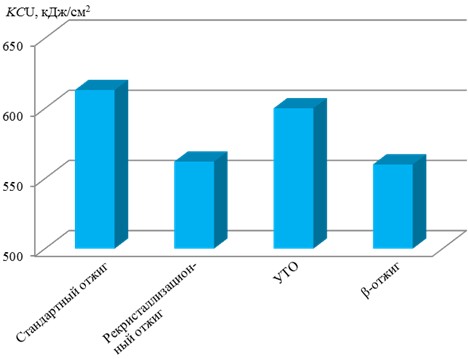
Рис. 4. Зависимость ударной вязкости от режима термической обработки
Наиболее высокий уровень прочности (σв=1030 МПа, σ0,2=965 МПа) при хорошей пластичности и ударной вязкости (δ=12,6%, ψ=34,5%, KCU=600 кДж/см2) за счет глобулярно-пластинчатой структуры с более мелким внутризеренным строением по сравнению с рекристаллизационным отжигом (рис. 5, б) обеспечивает упрочняющая термическая обработка.
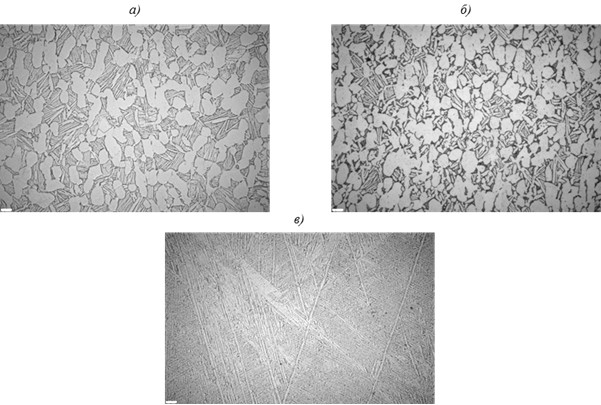
Рис. 5. Типичные микроструктуры после термообработки по различным режимам:
а – рекристаллизационный отжиг; б – упрочняющая термическая обработка; в – β-отжиг
Изучен также фазовый состав материала изотермической штамповки из сплава ВТ6ч. после термической обработки по режимам стандартного и рекристаллизационного отжига, β-отжига и упрочняющей термической обработки (закалка с последующим старением).
Сплав после стандартного отжига состоит из α- и β-фаз (β-фаза составляет 13–15%). Она содержит достаточно большое количество ванадия, что обеспечивает высокую пластичность и удовлетворительную прочность сплава.
После рекристаллизационного отжига сплав является двухфазным с содержанием β-фазы 11%. Параметр ячейки β-фазы практически не меняется, что влияет на уровень механических свойств.
Сплав ВТ6ч. в отожженном по стандартному режиму состоянии содержит до 15% β-фазы с параметром ячейки αβ=0,323 нм. После обработки по режиму β-отжига количество β-фазы составляет 9%, а параметр ячейки αβ увеличивается до 0,325 нм, что косвенно свидетельствует о снижении содержания ванадия в β-фазе, отрицательно влияя на пластичность.
После старения при 400–550°С закаленного сплава, независимо от продолжительности старения, в сплаве наряду с α-фазой присутствует α¢-фаза, наличием которой объясняется упрочнение сплава. Можно предполагать, что в дальнейшем при понижении температуры на базе сегрегации α¢-фазы будет образовываться β-фаза (см. таблицу).
Фазовый состав материала изотермической штамповки из сплава ВТ6ч.
в зависимости от режимов термической обработки
Вид термической обработки | Фазовый состав | Параметр ячейки β-фазы αβ, нм | Количество β-фазы, % |
Стандартный отжиг | α+β | 0,323 | 13–15 |
Рекристаллизационный отжиг | α+β | 0,323 | 11 |
β-отжиг | α+β | 0,325 | 9 |
Упрочняющая термическая обработка: по режиму 1 по режиму 2 |
α(α′)+β α(α′)+β |
0,32 0,32 |
3 6 |
По результатам определения механических свойств, исследования структуры и фазового состава штамповки установлено, что лучшее сочетание свойств получено после термообработки по режимам рекристаллизационного отжига и упрочняющей термической обработки. Далее проведен количественный анализ микроструктуры изотермических поковок, обработанных по этим режимам.
Для обеспечения надежности работы материала в конструкции определена скорость роста трещины усталости (СРТУ), значение которой после термообработки по режимам рекристаллизационного отжига составило dl/dNcр=0,58–0,59 мм/кцикл при ∆K=31 МПа и после упрочняющей термической обработки: dl/dNcр=0,5–0,61 мм/кцикл при ∆K=31 МПа
Отжиг с при температуре β-области обеспечивает по сравнению с режимами рекристаллизационного отжига и упрочняющей термической обработкой более низкую скорость роста усталостной трещины dl/dNcр=0,36 мм/кцикл при ∆K=31 МПа что связано с быстрым ростом зерна при температуре β-области.
По результатам определения механических свойств установлено, что лучшее соотношение прочности, пластичности и СРТУ получено на структуре глобулярно-пластинчатого типа после термообработки по режимам рекристаллизационного отжига и упрочняющей термической обработки. По некоторым показателям упрочняющая термическая обработка превосходит рекристаллизационный отжиг, но так как титановые сплавы, в частности ВТ6ч., имеют ограниченную прокаливаемость, доступный диапазон которой не охватывает номенклатуру полуфабрикатов полностью, для дальнейшего применения можно рекомендовать оба режима.
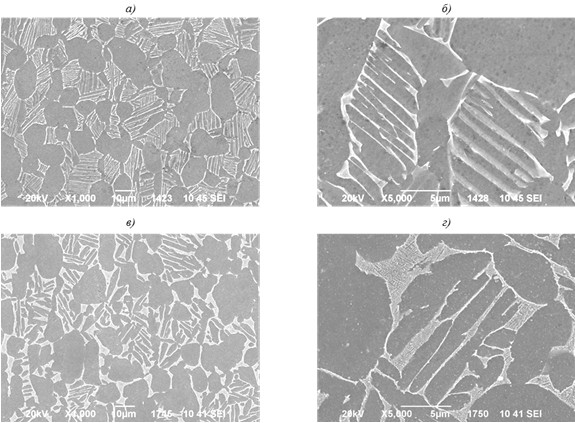
Рис. 6. Типичная микроструктура точной изотермической штамповки после термообработки по режиму рекристаллизационного отжига (а, б) и упрочняющей термической обработки (закалка+старение) (в, г)
Исследована структура изотермической штамповки после термообработки по режимам рекристаллизационного отжига и упрочняющей термообработки. Установлено, что после термической обработки по режимам рекристаллизационного отжига и упрочняющей термической обработки (закалка+старение) материал штамповки имеет однотипную глобулярно-пластинчатую структуру (рис. 6, а, б). Структура сплава представляет собой крупные частицы первичной глобулярной α-фазы, между которыми находятся в несколько раз меньшие по размеру частицы вторичной α-фазы. Выделения вторичной α-фазы в виде пластин (одинарных и пачек параллельных пластин) различной длины и толщины, ориентированы друг к другу под различными углами. На образце после упрочняющей термической обработки (закалка+старение) в прослойках
β-фазы наблюдается распад (рис. 6, в, г).
Размер глобулей (толщина) первичной α-фазы в среднем составляет для режима рекристаллизационного отжига 9,55±0,09 мкм, а при упрочняющей термической обработке: 9,67±0,10 мкм. Соотношение фаз: 93–95% α-фазы и 2–5% β-фазы. Средняя толщина пластин вторичной α-фазы 0,69±0,01 и 1,30±0,02 мкм соответственно.
Структура глобулярно-пластинчатого типа позволит получить оптимальное соотношение характеристик прочности, пластичности, усталостной долговечности и трещиностойкости, что обеспечит надежную работу силовых деталей в конструкциях новой перспективной авиационной техники.
Обсуждение и заключения
Проведенными исследованиями установлено, что опытная технология изготовления изотермических штамповок с применением на конечной стадии деформации в (α+β)-области обеспечивает более высокие характеристики пластичности при приблизительно одинаковом уровне прочности и ударной вязкости по сравнению с деформацией в β-области.
Установлено, что лучшее сочетание прочности, пластичности и трещиностойкости обеспечивается упрочняющей термической обработкой, однако, поскольку прокаливаемость титанового сплава ВТ6ч. составляет 30 мм, то при термической обработке изделий до 30 мм предпочтительной является упрочняющая термообработка, а свыше 30 мм – рекомендован рекристаллизационный отжиг.
- Ночовная Н.А., Анташев В.Г., Ширяев А.А., Алексеев Е.Б. Исследование влияния режимов изотермического деформирования и термической обработки на структуру и механические свойства опытного жаропрочного Ti-сплава // Технология легких сплавов. 2012. №4. С. 92–98.
- Ночовная Н.А., Ширяев А.А., Алексеев Е.Б., Анташев В.Г. Оптимизация режимов термической обработки для лопаточных заготовок из опытного жаропрочного титанового сплава // МиТОМ. 2014. №12 (714). С. 22–26.
- Ночовная Н.А., Алексеев Е.Б., Изотова А.Ю., Новак А.В. Пожаробезопасные титановые сплавы и особенности их применения // Титан. 2012. №4 (38). С. 42–46.
- Тарасов Ю.М., Антипов В.В. Новые материалы ВИАМ – для перспективной авиационной техники производства ОАО «ОАК» // Авиационные материалы и технологии. 2012. №2. С. 5–6.
- Каблов Е.Н. Материалы и химические технологии для авиационной техники // Вестник Российской академии наук. 2012. Т. 82. №6. С. 520–530.
- Каблов Е.Н. Шестой технологический уклад // Наука и жизнь. 2010. №4. С. 2–7.
- Хорев А.И., Белов С.П., Глазунов С.Г. Металловедение титана и его сплавов. М.: Металлургия, 1992. 352 с.
- Ночовная Н.А., Панин П.В., Кочетков А.С., Боков К.А. Современные жаропрочные сплавы на основе гамма-алюминида титана: перспективы разработки и применения // МиТОМ. 2014. №7. С. 23–27.
- Nochovnaya N., Ivanov V., Alexeev E., Izotova A. Opportunities of increase of mechanical properties of the deformed semi-finished products from Ti–Al–Nb system alloys // Proc. 12th World Conf. on Titanium (Ti-2011). 2011. Vol. 2. P. 1383–1386.
- Ночовная Н.А., Скворцова С.В., Анищук Д.С., Алексеев Е.Б., Панин П.В., Умарова О.З. Отработка технологии опытного жаропрочного сплава на основе интерметаллида Ti2AlNb // Титан. 2013. №4. С. 24–29.
- Алексеев Е.Б., Ночовная Н.А., Скворцова С.В., Грушин И.А., Агаркова Е.О. Влияние термической обработки на структурно-фазовый состав и механические свойства титанового сплава на основе орто-фазы // Титан. 2014. №4. С. 34–38.
- Алексеев Е.Б., Ночовная Н.А., Иванов В.И., Панин П.В., Новак А.В. Исследование влияния алюминия на фазовый состав и свойства деформированных полуфабрикатов из интерметаллидного титанового сплава ВТИ-4 // Технология легких сплавов. 2015. №1. С. 57–61.
- Алексеев Е.Б., Ночовная Н.А., Панин П.В. Исследование структуры и фазового состава опытного жаропрочного сплава на основе интерметаллида Ti2AlNb в деформированном состоянии // Титан. 2014. №4. С. 12–17.
- Сплав на основе титана и изделие, выполненное из него: пат. 2210612 Рос. Федерация; опубл. 20.08.03.
- Каблов Е.Н. Стратегические направления развития материалов и технологий их переработки на период до 2030 года // Авиационные материалы и технологии. 2012. №S. С. 7–17.
- Ночовная Н.А., Алексеев Е.Б., Ясинский К.К., Кочетков А.С. Специфика плавки и способы получения слитков интерметаллидных титановых сплавов с повышенным содержанием ниобия // Вестник МГТУ им. Н.Э. Баумана. Сер.: Машиностроение. 2011. №SP2. C. 53–59.
- Каблов Д.Е., Панин П.В., Ширяев А.А., Ночовная Н.А. Опыт использования вакуумно-дуговой печи ALD VAR L200 для выплавки слитков жаропрочных сплавов на основе алюминидов титана // Авиационные материалы и технологии. 2014. №2. С. 27–33. DOI: 10.18577/2071-9140-2014-0-2-27-33.
- Алексеев Е.Б., Ночовная Н.А., Скворцова С.В., Панин П.В., Умарова О.З. Определение технологических параметров деформации опытного жаропрочного сплава на основе интерметаллида Ti2AlNb // Титан. 2014. №2. С. 36–41.
- Казанцева Н.В., Лепихин С.В. Исследование диаграммы состояния Ti–Al–Nb // Физика металлов и металловедение. 2006. Т. 102. №2. С. 184–195.
- Демаков С.Л., Степанов Л.С., Попов А.А. Фазовые превращения в супер α2-титановом сплаве. I. Влияние температуры и времени выдержки под закалку на фазовый состав и структуру сплава // Физика металлов и металловедение. 1998. Т. 86. №5. С. 115–122.
- Kolachev B.A., Ilyin A.A., Volodin V.A., Ryndenkov D.V. About the purposefulness of comparison of titanium alloys in terms of aluminium and molybdenum equivalents // Proc. 9th World Conf. on Titanium (Titanium'99: Science and Technology). 1999. Vol. 1. P. 53–60.
- Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегических направлений развития материалов и технологий их переработки на период до 2030 года» // Авиационные материалы и технологии. 2015. №1 (34). С. 3–33. DOI: 10.18577/2071-9140-2015-0-1-3-33.
- Хорев А.И. Фундаментальные и прикладные работы по конструкционным титановым сплавам и перспективные направления их развития // Труды ВИАМ: электрон. науч.-технич. журн. 2013. №2. Ст. 04. URL: http://www.viam-works.ru (дата обращения: 24.07.2017).
- Ильин А.А., Колачев Б.А., Полькин И.С. Титановые сплавы. Состав. Структура. Свойства. М.: ВИЛС–МАТИ, 2009. 520 с.
- Material Needs and RandD strategy for Future Military Aerospace Propulsion Systems. USA.: National Research council, 2009. 737 p.
- Macdonald K. A. Fracture and fatigue of welded joints and structires. Woodhead Publishing Limited, 2011. 360 p.
- Lin J., Balint D., Pietzyk M. Microstructure evolution in metal forming process. Woodhead Publishing Limited, 2012. 416 p.